GMP & ISO 22716 Compliance in Cosmetic Packaging: What Your Equipment Must Do
Most cosmetic brands discover their packaging machines fail GMP audits after a retailer flags them — not before. Understanding exactly what ISO 22716 and cGMP require from your equipment prevents $2M product launch delays.

GMP compliance begins at the machine level — documentation, cleanability, and data traceability are non-negotiable for ISO 22716 audits.
Why GMP Compliance in Cosmetic Packaging Starts With the Machine, Not the SOP
ISO 22716:2007 compliance in cosmetic packaging equipment requires that every machine in a cosmetic line be designed, installed, and operated in a way that prevents contamination, allows complete cleaning verification, and generates traceable production records — requirements that cannot be retrofitted onto non-compliant equipment through procedures alone.
Three weeks into a commissioning job in Jakarta in 2021, I found myself in a meeting room with a quality director, a retailer auditor, and a very expensive piece of paper. The paper was a non-conformance notice. The subject was a filling machine that had been running for four months. The auditor cited ISO 22716:2007, Clause 8 — Equipment — and asked for cleaning validation records. There were none. The machine had been purchased from a standalone vendor who had delivered the unit, done a basic mechanical runoff, and left. No IQ. No cleaning validation protocol. No PLC data log.
That product launch — $1.8 million in inventory already manufactured — sat in a warehouse for nine months while the brand scrambled to retroactively validate equipment that was never designed with validation in mind. That’s the real cost.
The core misunderstanding I encounter repeatedly is this: brands treat GMP compliance as an SOP problem. Write the right procedures, train the operators, hang the certificates on the wall. But ISO 22716 and cGMP aren’t document frameworks — they’re equipment and system requirements. If the machine cannot produce the records the standard demands, no SOP can compensate.
For brands exporting to the EU, US, or supplying major retail chains in Southeast Asia, GMP compliance on cosmetic packaging machines is not optional. It is the entry ticket. The question is whether your equipment was built to support it — or whether you’ll discover the gap after you’ve spent the money.
What ISO 22716 Actually Requires From Cosmetic Packaging Equipment
ISO 22716:2007 Clause 8 requires that cosmetic packaging equipment be designed to permit easy cleaning and maintenance, be free from defects that could affect product quality, and generate documentation sufficient to trace all production operations — with particular emphasis on contact surfaces, cleaning procedures, and batch identification.
The number teams look at first is throughput speed. Exactly the wrong number. When I review a cosmetic line specification with a quality team, I spend the first hour on four questions that most machine vendors never ask: Can every product-contact surface be reached by your CIP or manual cleaning protocol? Does the PLC log batch start/stop times with operator ID? Can you generate a complete audit trail for each production run? And is the frame and guarding designed to prevent contamination ingress during operation?
ISO 22716 doesn’t prescribe specific machine designs — it defines outcomes. The standard requires that equipment be “appropriate for its intended use” and “capable of being cleaned and, if necessary, sanitized and/or disinfected.” It requires maintenance records. It requires that equipment limitations be documented and that those limitations don’t create quality risks.
- ISO 22716:2007 — Cosmetics GMP (Clauses 8, 9, 11)
- 21 CFR Part 111 — US FDA Cosmetic GMP
- EU Cosmetics Regulation 1223/2009
- WHO Technical Report Series 908 (GMP Cosmetics)
- ISO 13849-1 — Machine Safety
- IEC 62061 — Functional Safety
In practical terms, here is what that looks like at the equipment specification level. Every filling nozzle, hopper, conveyor surface, and sealing tool that touches your product must be manufactured from 316L stainless steel or a validated polymer, with surface finishes of Ra ≤ 0.8 μm. Dead legs — areas where product can accumulate and not be cleaned — are a direct ISO 22716 non-conformance. Threaded connections in product contact zones are a non-conformance. Lubricants must be food-grade (H1-rated) where any risk of product contact exists.

316L stainless construction with Ra ≤ 0.8 μm surface finish — the baseline ISO 22716 contact-surface requirement most low-cost machines miss.
The Four Equipment Requirements ISO 22716 Auditors Check First
- Contact surface specification: All product-contact parts in 316L SS or validated polymer, surface finish Ra ≤ 0.8 μm, no dead legs, no threaded connections in product zones.
- Cleaning validation support: Machine must be designed to support a written, validated cleaning procedure — auditors ask for the cleaning validation protocol and the last three execution records.
- PLC batch records and audit trail: Automated recording of batch ID, operator ID, run parameters (temperature, speed, fill weight), alarm events, and timestamps — 21 CFR Part 11-aligned where applicable.
- Maintenance documentation: Machine supplier must provide preventive maintenance schedule, spare parts list, and calibration intervals — all referenced in the equipment file auditors review.
IQ/OQ/PQ Validation for Cosmetic Packaging Lines: What Auditors Actually Check
IQ/OQ/PQ validation for cosmetic packaging equipment confirms that the machine was installed correctly (IQ), operates within specified parameters (OQ), and produces output meeting quality standards under actual production conditions (PQ) — with written protocols and executed records for each phase required by ISO 22716 and cGMP auditors.
A quality director in São Paulo called me last year. Her brand had just received a retailer audit notice — a European supermarket chain, private-label sunscreen contract. The retailer’s technical team was coming in six weeks. She wanted to know if her tube filling line was “GMP compliant.” I asked one question: Do you have executed IQ, OQ, and PQ protocols with deviation reports?
Silence. Then: “The supplier said the machine was GMP-ready.” “GMP-ready” and “validated” are not the same sentence. They are not even close.
Validation is the documented process of proving your equipment does what you claim. For cosmetic packaging lines, the IQ/OQ/PQ framework — derived from pharmaceutical practice but now adopted in ISO 22716 Annex guidance and required by most major retailers — creates a paper trail that shows the machine was correctly specified, installed, and proven to work. Without it, “GMP-ready” is a marketing claim, not a compliance position.
Confirms the machine was installed per URS and supplier specifications. Covers utilities (power, compressed air, cooling water), equipment drawings, component verification, and safety systems. Typically 40–80 checkpoints. Executed at site after delivery.
Proves the machine operates within defined parameters across its full operating range. Covers fill weight accuracy (±1–3% CV depending on product), sealing temperature range, speed ramp-up/down behavior, and alarm response. Includes worst-case testing.
Demonstrates consistent output at commercial production conditions. Typically 3 consecutive batches meeting all acceptance criteria: fill accuracy, seal integrity (ASTM F2338 or equivalent), throughput rate, and reject rate ≤ defined threshold. This is the phase most brands skip.
Every retailer audit I’ve seen in the past five years asks for IQ/OQ/PQ records before it asks for anything else. A cosmetic packaging line without executed validation protocols is not GMP-compliant — regardless of what the machine specification sheet says. The documentation is the compliance. The machine is just the object being documented. — Forester Xiang, HIJ Machinery
Of the 14 cosmetic line projects I handled between 2019 and 2024, 9 required retroactive OQ work because the original supplier had delivered the machine without executing validation protocols as standard. In 4 of those cases, the retroactive work uncovered actual equipment deviations — seal temperature drift, fill weight bias at low viscosity, PLC clock synchronization errors — that had been producing non-conforming product for months before anyone knew.
GMP-Capable vs. Standard Cosmetic Packaging Equipment: The Compliance Gap in Numbers
The compliance gap between GMP-capable and standard cosmetic packaging equipment is not a minor documentation difference — it spans contact surface materials, PLC architecture, cleaning design, and supplier documentation capacity, with standard machines typically failing 4–7 ISO 22716 Clause 8 requirements that trigger direct audit non-conformances.
The procurement director showed me the comparison sheet. Machine A: $28,000. Machine B: $47,000. Same stated throughput. Same tube diameter range. “Why would we pay 68% more?” I spent 20 minutes on the answer. I’m still not sure I fully convinced them — but here is the structured version.
| Compliance Requirement | GMP-Capable Equipment | Standard / Budget Equipment | Audit Risk Level |
|---|---|---|---|
| Product-contact surface material | 316L SS, Ra ≤ 0.8 μm, no dead legs | 304 SS or unspecified, Ra 1.6–3.2 μm typical | HIGH |
| PLC audit trail & batch records | Full batch log: timestamps, operator ID, alarms, parameters — exportable CSV/PDF | Basic run counter only, no operator ID, no alarm history | HIGH |
| Cleaning validation design | Designed for validated CIP/SIP or swab sampling; no dead legs; sanitary clamp fittings | No CIP provision; standard threaded fittings; manual wipe-down only | HIGH |
| IQ/OQ/PQ documentation package | Full DQ/IQ/OQ/PQ templates provided as standard; executed at FAT and SAT | None — or generic templates not specific to the machine | HIGH |
| FAT & SAT protocols | Written FAT and SAT protocols, video evidence, deviation reports included | Basic run-off demonstration only, no written protocol | MEDIUM |
| Lubrication system | H1-rated food/cosmetic-grade lubricants in all zones; documented lube map | Standard industrial lubricants, no zone segregation documentation | MEDIUM |
| Material change & changeover documentation | Written changeover SOP supported by machine design; parts coded to DWG numbers | No formal changeover documentation; parts not cross-referenced | MEDIUM |
| Preventive maintenance plan | Full PM schedule with OEM-specified intervals, spare parts list, calibration log | Basic user manual only; no PM schedule | LOW |
The $19,000 price gap looks different when you calculate the cost of a retroactive validation exercise: protocol development ($8,000–$15,000), execution labor, potential production shutdown, and — if deviations are found — equipment modification or replacement. Of the 9 cases I described earlier, 3 required physical modification of product-contact components. Average modification cost: $11,000. That’s before you count the production days lost.
How to Write a URS for Cosmetic Packaging Equipment That Enforces GMP Compliance From Day One
A GMP-compliant User Requirement Specification (URS) for cosmetic packaging equipment must define contact surface specifications, cleaning design requirements, PLC data recording capabilities, validation documentation deliverables, and IQ/OQ/PQ protocol responsibility before any supplier quotation — making compliance a contractual requirement, not a post-delivery conversation.
The stability report landed on my desk in March 2022. It wasn’t a stability report for a product — it was a gap analysis from a consultant who had reviewed the URS for a 12-machine cosmetic line in the Philippines. The finding: the URS contained 47 technical requirements and zero compliance requirements. Not one mention of ISO 22716. Not one validation deliverable specified. The machines were already on order.
A URS is the one document that, if written correctly, transfers compliance responsibility to the supplier. Once you sign a purchase order against a URS that specifies IQ/OQ/PQ documentation as a deliverable, the supplier is contractually obligated to provide it. Without that specification in the URS, the supplier has no obligation — and most won’t volunteer the work.
I’ve reviewed over 60 URS documents for cosmetic packaging lines in the last decade. Fewer than 20% specified cleaning validation design as a requirement. Fewer than 10% specified PLC audit trail format. The most common URS I see is a copy of the machine supplier’s own quotation — which, by definition, never includes anything the supplier doesn’t already provide as standard.
Before signing any equipment contract, demand a full URS review and confirm the supplier can deliver IQ/OQ/PQ documentation as standard — not as a paid add-on. At HIJ’s cosmetic packaging line, our turnkey integration approach means every line is engineered as a unified validated system — eliminating the compliance gaps that multi-vendor setups create when no single supplier owns the full IQ/OQ/PQ scope.
Critical URS Clauses Most Buyers Omit
- Validation documentation scope: “Supplier shall provide DQ, IQ, OQ, and PQ protocol templates specific to this equipment, executed FAT and SAT reports with deviation log, and final qualification summary report as part of standard delivery.”
- Cleaning design requirement: “All product-contact surfaces shall be 316L SS, Ra ≤ 0.8 μm, with no dead legs, no threaded connections in product zones, and full disassembly access for swab sampling. Supplier shall provide a cleaning validation design justification document.”
- PLC audit trail specification: “The HMI/PLC system shall record batch ID, operator ID, production start/stop timestamps, all alarm events with timestamp and operator response, and all critical process parameters at 1-minute intervals. All records shall be exportable to PDF and CSV. System shall be 21 CFR Part 11-capable.”
- Change control compatibility: “All machine components shall be cross-referenced to engineering drawings with revision-controlled part numbers to support change control procedures per ISO 22716 Clause 11.”
- Lubrication documentation: “Supplier shall provide a lubrication map identifying all lubrication points, lubricant specification (H1-rated where any product-contact risk exists), and recommended PM intervals.”
If you are working through how to specify and procure the right equipment before writing your URS, the guide to choosing the right cosmetic packaging machine covers the full selection framework including compliance-related specification criteria.

A validated cosmetic cream and lotion packaging line integrates tube filling, sealing, and batch record generation as a single documented system — not a collection of standalone machines.
The Cleaning Validation Problem in Cosmetic Packaging That No One Talks About
Cleaning validation for cosmetic packaging equipment requires demonstrating that a defined cleaning procedure consistently reduces residual product, microbial contamination, and cleaning agent residue below pre-defined acceptance limits — and that the machine design physically supports the execution of that procedure in every production-contact zone.
I saw this directly in a plant outside Kuala Lumpur in 2020. The brand had been running a face cream filling line for two years. The cleaning SOP existed — three pages, laminated, mounted on the machine frame. What didn’t exist: any evidence that the cleaning procedure actually worked. No swab sampling data. No rinse water analysis. No micro results from finished product testing linked back to cleaning performance. The SOP had been written to satisfy an internal audit, not to prove effectiveness.
ISO 22716 Clause 9 (Production) and the broader GMP framework require that cleaning procedures be validated, not just documented. Validation means you have data proving the procedure works. That data comes from swab samples or rinse water samples from critical equipment zones — which means the machine must be designed to allow sampling access.
This is where machine design becomes a compliance variable. A filling nozzle assembly with a recessed pocket that can’t be reached by a swab is not just a hygiene problem — it’s a validation failure point. If you cannot sample it, you cannot validate it. If you cannot validate it, an ISO 22716-literate auditor will cite it. That’s not a procedure problem. That’s a design problem.
5 GMP Compliance Mistakes in Cosmetic Packaging Equipment That Cost Brands the Most
The most costly GMP compliance mistakes in cosmetic packaging are: purchasing equipment without specifying IQ/OQ/PQ deliverables, accepting “GMP-ready” claims without documentation evidence, failing to validate cleaning procedures, operating without traceable PLC batch records, and treating multi-vendor line assembly as a self-certifying GMP approach — each capable of producing audit non-conformances that halt production.
Most of these failures follow the same pattern: someone made a procurement decision based on unit price without a compliance specification, and the gap didn’t surface until an auditor arrived. Here are the five I see most often — and what they actually cost.
Mistake 1: Accepting “GMP-Ready” as a Compliance Statement
“GMP-ready” has no regulatory definition. It means the machine was built with materials that could support GMP compliance — not that validation has been executed, cleaning has been verified, or documentation is complete. When a supplier uses this phrase, ask immediately: “Does that include executed IQ, OQ, and PQ protocols with deviation reports?” The answer tells you everything.
Mistake 2: Splitting Validation Responsibility Across Multiple Vendors
A typical low-cost cosmetic line involves 4–6 standalone equipment vendors — a filling machine from one supplier, a capper from another, a labeler from a third. The problem: when you ask “who is responsible for the line-level IQ/OQ/PQ?” the answer is nobody. Each vendor validates their own machine in isolation. The integration points — where one machine hands off to the next — are nobody’s validation responsibility. Auditors love these gaps.
This is exactly why the turnkey cosmetic packaging line approach matters for GMP compliance: a single supplier owns the full validation scope, including integration qualification. No gaps at the handoff points.
Mistake 3: Skipping PQ Because OQ “Passed”
OQ proves the machine works in isolation under defined conditions. PQ proves it works in your production environment, with your product, at your production speed, over multiple consecutive batches. These are different questions. I’ve seen OQ-passed machines fail PQ because fill weight variability doubled at production speed due to viscosity-temperature interaction that the OQ conditions hadn’t reproduced. PQ is not optional. It’s the document that closes the validation file.
Mistake 4: No Data Integrity Controls on the PLC
21 CFR Part 11 principles apply to electronic records used to demonstrate GMP compliance — including batch records from cosmetic packaging lines intended for US market products. If the PLC allows operators to modify records without audit trail, or if records are stored in a format that can be manually edited without detection, you have a data integrity gap. Retailers in the EU are beginning to ask the same questions FDA inspectors ask for pharma. This trend accelerated after 2020.
Mistake 5: Treating Compliance as a One-Time Certification, Not a Living System
ISO 22716 requires ongoing compliance — not a one-time audit pass. Equipment modifications, product changes, or supplier changes to components can invalidate previous validation work and require change control assessment. Brands that pass their initial audit and then modify the machine without a formal change control review are creating unreported deviations. The next audit will find them. That conversation is much harder than the first one.
For a broader view of operational mistakes beyond compliance — including equipment selection errors, line configuration problems, and maintenance failures — the guide to costly cosmetic packaging mistakes covers the full picture with field-verified examples.
HIJ Machinery turnkey cosmetic packaging lines — engineered as unified validated systems with full IQ/OQ/PQ documentation scope from a single supplier.
Frequently Asked Questions: GMP & ISO 22716 Compliance in Cosmetic Packaging Equipment
In 14 cosmetic line validation projects between 2019 and 2024, retroactive validation attempts uncovered actual equipment deviations in 4 cases — seal temperature drift, fill weight bias at low viscosity, PLC clock synchronization errors — that had been producing non-conforming product for months. The IQ/OQ/PQ process is not bureaucracy. It is the mechanism by which you discover whether your machine actually does what you think it does. — Forester Xiang, HIJ Machinery
GMP Compliance in Cosmetic Packaging: The Decision You Make Before You Sign the PO
GMP and ISO 22716 compliance in cosmetic packaging is not a post-commissioning problem. It is a procurement decision. The machine you specify, the URS you write, the validation deliverables you require — these determine whether your line is audit-ready before the first batch runs, or whether you spend the next 12 months retroactively building the compliance case for equipment that was never designed to support it.
The numbers are not ambiguous. Retroactive validation for a non-compliant line costs $25,000–$80,000 in direct project costs, depending on line complexity and the number of physical modifications required. A single production suspension from a retailer audit non-conformance easily exceeds that. The $19,000 premium on GMP-capable equipment — with validation documentation included as standard — is not a cost. It is an insurance policy with a certain payout.
I won’t tell you the compliance decision is simple. It involves your target markets, your retail customer requirements, your internal QA team capacity, and sometimes your timeline pressure. But the core principle is not complicated: specify what you need before you order, confirm the supplier can deliver it with documentation, and treat the validation as the most important deliverable in the project — not the last one.
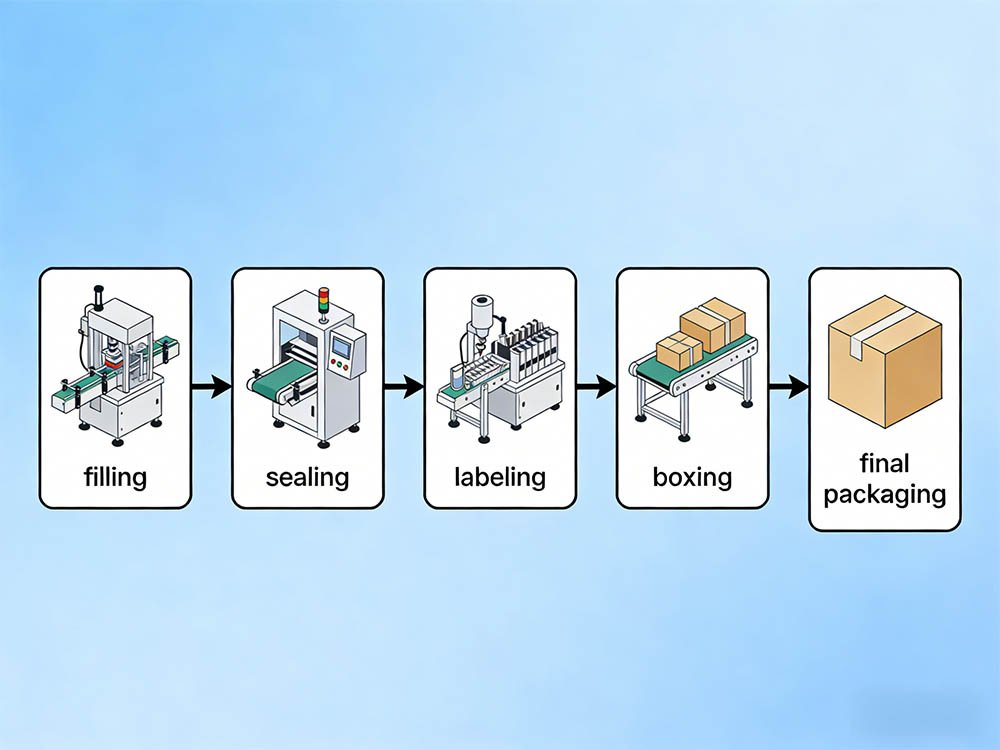
For brands evaluating a complete cosmetic packaging line — from filling and sealing through secondary packaging — the HIJ Machinery cosmetic packaging equipment range is engineered to ISO 22716 standards with full IQ/OQ/PQ documentation as a standard deliverable.
- ISO 22716:2007 — Cosmetics GMP
- 21 CFR Part 111 — US Cosmetic GMP
- 21 CFR Part 11 — Electronic Records
- EU Regulation 1223/2009 — Cosmetic Products
- ASTM F2338 — Container Closure Integrity
- USP <1207> — Package Integrity Evaluation
- ISO 13849-1 — Machine Safety
- IEC 62061 — Functional Safety
Need a GMP-Compliant Cosmetic Packaging Line With Full Validation Documentation?
HIJ Machinery delivers turnkey cosmetic packaging lines engineered to ISO 22716 standards — with IQ/OQ/PQ documentation included as standard, not as a paid add-on. Tell us your product, your target market, and your compliance requirements. We’ll send you a detailed technical and compliance proposal within 48 hours.