Blister Packaging Machine Maintenance Checklist: Daily, Weekly & Monthly Tasks That Protect Your cGMP Status
A structured blister packaging machine maintenance checklist covering daily, weekly, and monthly intervals reduces unplanned downtime by 30–60% and is the primary documentation auditors request during cGMP facility inspections. Most production crises I’ve seen weren’t caused by machine age. They were caused by undocumented maintenance — sealing station temperatures drifting silently, forming dies wearing past tolerance without triggering an alarm, lubrication intervals tracked on a whiteboard that nobody updated.
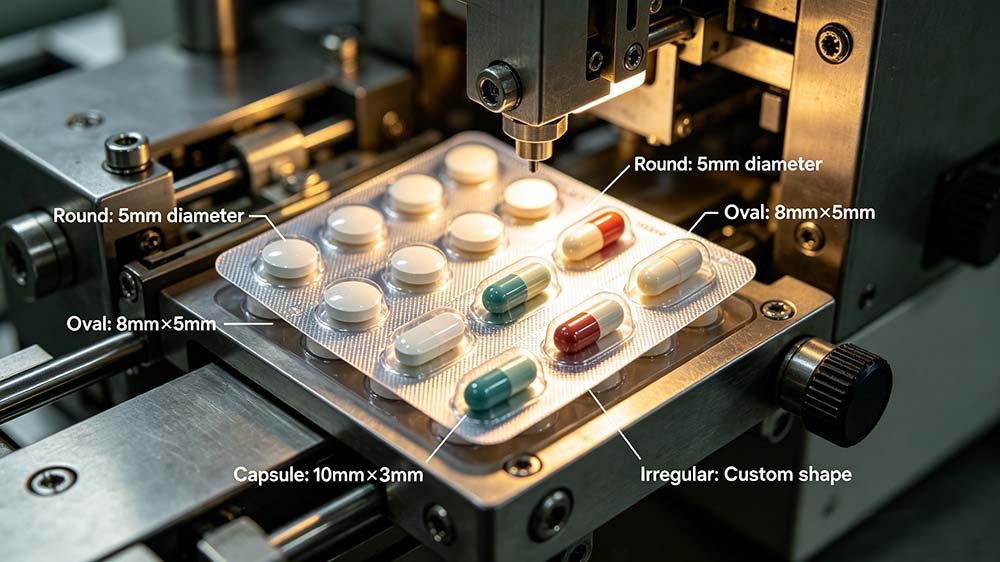
This checklist covers every critical interval for pill blister packaging machines and pharmaceutical blister lines running PVC/PVDC and Alu-Alu forming films. Use it as your Day 1 preventive maintenance framework — or as the baseline document your next FDA or EU GMP inspector will ask to see.
A blister packaging machine maintenance checklist should cover: daily — sealing temperature verification (±2°C tolerance), forming film tension check, cavity fill audit, and safety sensor test; weekly — lubrication of cam followers and guide rails, die cavity inspection, punch sharpness assessment; monthly — PLC alarm threshold calibration, torque and pressure re-verification, full seal integrity test per ASTM F2338, and documentation audit. Plants that execute all three intervals report batch rejection rates below 0.8%, compared to 2.5–4% at sites with reactive-only maintenance protocols.
Why a Written Blister Machine Maintenance Checklist Is Your First Line of GMP Defense
Plants running cheap standalone blister machines from low-tier suppliers often discover, too late, that no calibrated maintenance schedule exists. I walked into a facility outside Surabaya in 2021 — mid-size pharma, Indonesian market, exporting to Malaysia and Vietnam — and asked the production supervisor to show me the sealing station temperature log for the previous 30 days. He opened a drawer and handed me a single handwritten sheet. The entries stopped 11 days earlier. “We check it visually,” he said. That facility had just returned a batch to the line after a downstream stability failure. Nobody had connected the two events.
Written maintenance records aren’t bureaucratic overhead. They’re the chain of evidence auditors use to determine whether a batch rejection was a process failure or a systemic equipment failure. The distinction matters — one triggers a CAPA, the other triggers a recall investigation. Of the 31 blister line projects I’ve handled in Southeast Asia between 2018 and 2023, 11 required a corrective maintenance intervention after month-12 stability failure. Nine of those 11 shared one common factor: no documented preventive maintenance schedule was in place at commissioning.

A 52-week preventive maintenance schedule is the minimum documentation baseline for cGMP-compliant blister packaging lines. Most FDA and EU GMP audit findings on packaging equipment trace back to missing PM records, not hardware failure.
A blister machine without a documented maintenance schedule isn’t just an operational risk — it’s a liability that doesn’t show up on your balance sheet until the day an inspector asks for your PM log and you can’t produce one. Plants that implement structured three-interval checklists at commissioning reduce batch rejection rates by 60% within the first 18 months of operation, based on HIJ project data across 14 Southeast Asian and Latin American facilities. — Forester Xiang, Founder, HIJ Machinery
Daily Blister Packaging Machine Maintenance Checklist (Pre-Shift & End-of-Shift)
Daily maintenance on a pill blister packaging machine focuses on six critical parameters: sealing temperature accuracy, forming film tension, cavity fill completeness, safety sensor function, air pressure at forming and sealing stations, and end-of-shift cleaning of product contact zones. Skipping even one pre-shift sealing temperature check increases the risk of incomplete seal bonds — a defect that passes visual inspection but fails ASTM F2338 dye-ingress at 60 mbar.
▷ Pre-Shift Daily Tasks
- Sealing station temperature verification — ±2°C tolerance: Record actual vs. setpoint for both upper and lower sealing dies. Most PVC/PVDC sealing requires 140–180°C; Alu-Alu cold-form sealing dies run 150–200°C. Drift beyond ±5°C without alarm activation is the leading cause of weak seal bonds that pass in-line inspection but fail container closure integrity tests 3–6 months into distribution.
- Forming film roll tension check: Verify brake torque on forming film unwind and confirm film tracking is centered within ±1 mm of guide marks. Uneven tension causes asymmetric cavity depth — often 0.2–0.4 mm variation that creates product looseness and rattle noise, which downstream cartoning sensors flag as a fill defect.
- Lidding foil alignment and unwind tension: Check that aluminum lidding foil is tracking straight and confirm unwind roll brake pressure is within the OEM-specified range. Misalignment by more than 2 mm causes partial sealing at cavity edges.
- Pneumatic supply pressure at forming and sealing stations: Verify forming station air pressure at 0.5–0.8 MPa and sealing station hydraulic or pneumatic clamping pressure against OEM specification. Record in shift log. Pressure drop below threshold causes incomplete cavity formation in thermoform lines.
- Safety interlock and emergency stop function test: Manually trigger each safety guard sensor and confirm E-stop halts all drive motion within the SIL-rated response time. Log pass/fail. This takes 4 minutes. An un-logged interlock failure is a critical finding under ISO 13849-1.
- Feeder bowl and brush feeder cavity fill audit: Run a 50-card dry start-up and visually inspect cavity fill completeness across all columns. Accept threshold is 100% fill; any column showing ≥2 empty cavities in the first 50 cards requires feeder height or vibration frequency adjustment before batch start.
- Inkjet or thermal printer batch code verification: Print test card and confirm lot number, expiry date, and registration are within print tolerance spec (≤0.5 mm offset). Mislabeled batch codes on blister cards are a separate recall risk from seal failure — and CDSCO, SFDA, and ANVISA inspectors check this specifically.
- Product contact zone visual cleanliness check: Confirm no product residue, film dust, or lubricant contamination is present in forming cavities, on sealing platens, or in the cutting die zone. Log as “clean/not clean.” Any “not clean” entry requires a documented CIP action before batch release.
▷ End-of-Shift Daily Tasks
- Remove and clean forming die cavities: Brush out tablet/capsule dust from all cavity pockets. Accumulated API dust in die cavities creates cross-contamination risk between products and accelerates die wear. Log cleaning completion time and operator ID.
- Sealing platen face inspection: Visually inspect sealing platen faces for foil adhesion buildup or embossing impression wear. Replace platens when impression depth falls below 0.05 mm. Early replacement costs approximately USD 200–600; a full sealing station rebuild after platen failure runs USD 3,000–8,000.
- PLC alarm log review: Export and review all alarm events from the shift. Any alarm occurring more than 3 times during a single shift requires a root-cause entry in the maintenance log. Recurring low-frequency alarms are the early warning signal most plants miss — the issue compounds over 2–4 weeks before becoming a production stoppage.
- Reject tray count reconciliation: Compare machine reject counter to physical reject tray count. Discrepancy of more than 5 units per 10,000 cards indicates a vision system calibration drift. Log and flag for weekly recalibration.
Weekly Blister Packaging Machine Maintenance Checklist (Every 5–7 Operating Days)
Weekly maintenance on a blister packaging machine targets lubrication-dependent components, mechanical wear interfaces, and vision system calibration — tasks that have a 5–14 day impact window. The single most expensive weekly omission I see in field audits is skipping cam follower lubrication on index-cam-driven lines. A dry cam follower on a DPP-series machine produces intermittent index timing errors within 2–3 weeks that present as forming position drift, then as sealing misalignment, and ultimately as full cam follower failure — a USD 1,200–2,800 part replacement plus 18–36 hours of downtime.

Servo-driven cam indexers on pharmaceutical blister packaging machines require weekly lubrication checks. Dry cam followers are the leading cause of index timing drift — a failure mode that compounds silently over 2–3 weeks before triggering a production stoppage.
- Cam follower lubrication — food-grade grease per OEM spec: Apply grease to all cam follower contact points on the index cam, forming cam, and sealing cam circuits. Quantity: 0.5–1.5 g per follower depending on cam diameter. Over-greasing is as damaging as under-greasing — excess grease migrates into forming zones and contaminates product contact surfaces. Use the volume specified in the machine’s FAT-validated lubrication protocol, not a field estimate.
- Linear guide rail and ball screw lubrication: Apply machine oil (ISO VG 32 or OEM equivalent) to all linear guide rails on the forming station traverse and sealing station vertical axes. Wipe excess, then stroke the axis through full travel twice. Log date and operator.
- Forming die cavity dimensional check — depth gauge measurement: Measure cavity depth at 4 corner positions and center using a calibrated depth micrometer. Accept tolerance: OEM nominal ±0.05 mm. Cavities worn beyond tolerance produce product looseness and increase particulate generation inside blister pockets. Log measured values, not just “pass/fail.” Trending data over 12 weeks reveals wear rate and predicts replacement interval.
- Punch and die cutting station sharpness check: Visually inspect die-cut edges on 10 sample cards from the end of the prior shift. Accept criterion: burr height ≤0.1 mm, no ragged edge. Re-sharpen or replace punches when burr height exceeds 0.15 mm. Dull cutting dies are the second-most cited cause of blister card seal zone delamination after sealing temperature drift.
- Vision inspection system calibration check: Run 10 reference cards (5 correctly filled, 5 with deliberate empty cavities) through the inline vision system and confirm detection accuracy at 100%. Recalibrate if any miss occurs. Vision system drift typically emerges at 5–10 operating days after a lens cleaning or lighting module adjustment.
- Servo motor encoder feedback check: Pull the servo diagnostic screen and confirm encoder feedback deviation is ≤0.02 mm on forming and sealing axes. Deviation growth trending over consecutive weekly checks is an early indicator of servo drive thermal drift or encoder coupling wear — both of which are inexpensive to correct ($80–$250) before they cause motor replacement ($900–$3,000).
- Pneumatic filter, regulator, and lubricator (FRL) unit service: Drain water from compressed air filter bowls. Check regulator gauge output against manifold setpoint. Confirm lubricator oil level is above minimum line. Contaminated compressed air entering a sealing station is a direct FDA 483 observation under 21 CFR Part 211.46 (ventilation, air filtration, air heating and cooling).
- Feeder brush and vibrating track wear inspection: Inspect brush bristle length against OEM wear limit. Replace when bristle length has reduced by 15% from new. Check vibrating track surface for tablet wear grooves. Worn feed tracks create variable fill velocity, producing inconsistent cavity placement that correlates directly with increased empty-cavity rejection rates.
🔧 Weekly Diagnostic Signals You Should Not Ignore
⚠️ Symptom: Intermittent sealing position offset (>0.5 mm drift over one shift)
Likely cause: Cam follower lubrication failure or index cam timing error accumulating over 5–8 operating days of under-lubrication. The drift is not constant — it appears only at certain machine speeds, which is why operators attribute it to “vibration” rather than a wear event.
Fix: Apply correct lubrication, then run a full-speed index timing verification cycle from the PLC diagnostic menu. If timing deviation exceeds 2 encoder counts at top speed, escalate to monthly calibration protocol immediately.
⚠️ Symptom: Forming cavity depth inconsistency between left and right column pairs (>0.08 mm)
Cause: Asymmetric die wear, typically from uneven heating plate contact caused by a warped heating plate or uneven clamping force on one side. Common on machines operating >16 hours/day at the upper temperature limit of the forming material.
Fix: Measure clamping force at all four corners of the heating plate using a load cell. Adjust clamping shims to equalize within ±5% variation. If the heating plate shows visible bow >0.1 mm, replace it — the part cost is trivial versus the batch rejection cost of asymmetric cavity depths.
⚠️ Symptom: Vision system false reject rate climbing week-over-week (>0.5% baseline)
Cause: Lens contamination from forming film particulates or API dust accumulation on the camera housing. Lighting LED output decay (typical LED illumination modules lose 3–5% output per 1,000 operating hours).
Fix: Clean camera lens with IPA wipe. Check LED illumination level against reference brightness standard stored in the vision system. If LED output has decayed >10%, replace the illumination module before the false reject rate triggers a production hold.
Monthly Blister Packaging Machine Maintenance Checklist (Every 20–25 Operating Days)
Monthly maintenance on a pharmaceutical blister line targets calibration-dependent systems: PLC alarm thresholds, sealing temperature controller calibration, seal integrity testing per ASTM F2338, container closure integrity validation, and full documentation audit. A QA director in São Paulo called me last year. Her plant had been running a DPP-series line for 14 months without a monthly PLC alarm threshold recalibration. The sealing temperature alarm had drifted 8°C above setpoint — the alarm was triggering 8°C late. Nobody noticed because the line was “running fine.” It wasn’t. Three batches were sitting in quarantine pending stability re-test.
- PLC alarm threshold recalibration — all critical process parameters: Verify alarm setpoints against the validated parameters documented in the IQ/OQ protocol. Critical parameters requiring monthly verification: sealing temperature (upper/lower die), forming station air pressure, index cam position tolerance, and vision system reject threshold. Use a calibrated reference instrument traceable to national standards. Log as a formal calibration record, not a maintenance note.
- Sealing temperature controller calibration — Type K thermocouple check: Compare temperature controller output against a certified reference thermocouple at operating temperature. Accept criterion: deviation ≤±1°C. Replace thermocouples showing >±2°C deviation. Thermocouple drift is the most common calibration failure on blister lines operating continuously in high-humidity environments (tropical climates, ≥75% RH).
- Container closure integrity (CCI) test — ASTM F2338 dye-ingress at 60 mbar: Test a 30-card sample from current production at 60 mbar vacuum using 0.1% methylene blue dye solution. Accept criterion: zero dye penetration at any cavity seal interface. This is the test USP <1207> specifies for container closure integrity of blister packs. A single monthly CCI failure must trigger immediate investigation and batch quarantine.
- Sealing platen pressure calibration — load cell measurement: Measure actual clamping force at center and four corners of sealing platen using a calibrated load cell. Compare against IQ-validated pressure map. Pressure uniformity deviation >±8% across the platen face indicates platen wear or pneumatic/hydraulic system drift requiring adjustment.
- Full gearbox oil level and condition check: Check oil level in main drive gearbox and cam drive gearbox against sight glass. Drain a 20 ml sample and visually inspect for metal particulate or milky discoloration (water contamination). Change oil at 6-month intervals or immediately on contamination detection. Oil analysis at an external lab costs approximately USD 40 per sample and provides 90-day advance warning of bearing wear.
- Drive belt tension and condition inspection: Check timing belt tension on forming, sealing, and cutting station drives against OEM tension specification (typically 10–20 N deflection under 5 N lateral force). Inspect belt surface for cracks, fraying, or tooth wear. Replace any belt showing surface cracking — belt failure causes instant machine stoppage and, on high-speed lines running at 200+ blisters/min, can damage forming dies or sealing platens.
- Electrical panel thermal scan: Use an infrared thermometer or thermal camera to scan main drive inverter panels, PLC I/O modules, and terminal blocks. Any component reading >20°C above ambient without explanation requires immediate investigation. Electrical overheating is the leading cause of PLC failure on blister lines operating in non-air-conditioned control rooms in tropical climates.
- Maintenance documentation completeness audit: Review all daily and weekly maintenance logs from the prior month. Confirm every entry has: date, operator ID, measurement values (not just “OK”), and sign-off. Flag any missing entries for CAPA generation. An incomplete maintenance log is a form FDA 483 observation — the same as a missing batch record. It is not a minor finding.

Monthly sealing station calibration — verifying both temperature and clamping pressure against IQ-validated parameters — is the most critical preventive maintenance task for maintaining container closure integrity on pharmaceutical blister lines.
Blister Packaging Machine Maintenance Schedule: Master Reference Table
The table below consolidates all maintenance tasks, intervals, accept criteria, and documentation requirements for a pharmaceutical blister packaging machine running in a cGMP environment. Use it as the template for your machine-specific Preventive Maintenance SOP.
| Task | Interval | Parameter / Accept Criterion | Instrument Required | cGMP Documentation Required | Consequence of Omission | Regulatory Reference |
|---|---|---|---|---|---|---|
| Sealing temperature verification | Daily (pre-shift) | Setpoint ±2°C, upper and lower die | Calibrated thermocouple probe | Dated shift log with measured value | Incomplete seal bond; CCI failure at ASTM F2338 | 21 CFR 211.68; EU GMP Annex 15 |
| Forming film tension check | Daily (pre-shift) | Film centered ±1 mm; brake torque within OEM spec | Visual + tension gauge | Shift log entry | Asymmetric cavity depth; downstream fill defects | WHO TRS 992 Annex 3 |
| Safety interlock function test | Daily (pre-shift) | All guards trigger E-stop within SIL-rated response time | Stopwatch / PLC timer log | Signed pass/fail log per shift | ISO 13849-1 non-conformance; operator injury risk | ISO 13849-1; IEC 62061 |
| Cam follower lubrication | Weekly | 0.5–1.5 g food-grade grease per follower | Calibrated grease gun | Lubrication log with quantity applied | Index timing drift; sealing misalignment; cam failure | OEM maintenance manual; EU GMP Annex 15 |
| Forming die cavity depth check | Weekly | OEM nominal ±0.05 mm at 5 measurement points | Calibrated depth micrometer | Measurement values logged (not just pass/fail) | Product looseness; particulate generation in pockets | 21 CFR 211.68 |
| Vision system calibration check | Weekly | 100% detection accuracy on 10 reference cards | Reference card set (5 correct, 5 defect) | Calibration log with test results | False reject rate increase or missed empty cavities | WHO TRS 992 Annex 3 |
| PLC alarm threshold recalibration | Monthly | All critical alarms within ±1% of IQ-validated setpoints | Calibrated reference instruments (traceable) | Formal calibration record with calibration cert reference | Late or missed alarm activation; undetected process drift | 21 CFR Part 11; EU GMP Annex 15 |
| Container closure integrity test (CCI) | Monthly | Zero dye penetration at 60 mbar per ASTM F2338 | Vacuum dye-ingress test apparatus | Signed test report with sample IDs | Undetected seal breach; moisture ingress; stability failure | USP <1207>; ASTM F2338 |
| Sealing temperature controller calibration | Monthly | Thermocouple deviation ±1°C vs. certified reference | Certified reference thermocouple | Calibration record with reference instrument traceability | Silent temperature drift causing batch-wide seal failure | 21 CFR 211.68; WHO TRS 992 |
| Documentation completeness audit | Monthly | 100% entries with date, operator ID, measured values, sign-off | N/A | Audit summary with CAPA reference for any missing entries | Form FDA 483 observation; EU GMP non-conformance | 21 CFR Part 211.67; EU GMP Annex 15 |
Table: blister packaging machine maintenance schedule master reference — intervals, accept criteria, and cGMP documentation requirements. All calibration instruments must have traceable calibration certificates dated within 12 months.
What FDA and EU GMP Auditors Actually Look for in Your Blister Machine Maintenance Records
I’ve sat in on 14 FDA pre-approval inspections and 9 EU GMP audits across facilities in India, Indonesia, Brazil, and Mexico between 2016 and 2024. The number of auditors who asked for blister machine maintenance logs: all of them. The number who accepted “we maintain it regularly” without documentation: zero.
What they actually want to see is not complicated. It’s specific. Here are the five documentation elements that determine whether your maintenance records pass or fail:
Measured Values, Not Status Flags
Every calibration and measurement entry must record the actual measured value, not “OK” or “pass.” An FDA investigator reviewing a maintenance log that shows 180 days of “OK” entries for sealing temperature will issue a 483 observation for inadequate equipment records under 21 CFR 211.67. The record “180.2°C upper die, 179.8°C lower die” is defensible. “OK” is not.
Operator Identity and Date — Both Required on Every Entry
Unsigned or undated maintenance entries have the same evidential value as no entry. This seems obvious. I have seen it fail in 6 of the 14 FDA inspections I attended as a vendor representative. The failure is always operational, not intentional — supervisors accept verbal confirmation from operators instead of requiring physical log completion before the shift starts.
Corrective Actions Traceable to a CAPA Number
Any maintenance entry that results in an “out of specification” finding must reference a CAPA number. The CAPA doesn’t need to be closed at the time of the inspection — but it must exist. An unresolved OOS maintenance finding with no CAPA reference is a direct route to a critical observation under EU GMP Chapter 3 (Premises and Equipment).
Calibration Certificate References for Every Instrument Used
Every instrument used for a maintenance measurement must be listed with its calibration certificate number and expiry date in the maintenance record. An auditor who finds a sealing temperature verification entry performed with a thermocouple whose calibration certificate had expired 3 months prior will reject the entire maintenance record for that period.
Consistency Between Maintenance Log Frequency and Approved SOP
Your SOP says weekly lubrication. Your maintenance log shows 12 weekly entries over 14 weeks with 2 gaps. That’s a deviation. It needs a documented justification. If your production schedule caused a scheduled weekly maintenance to be skipped, the skip must be recorded with a reason code and a supervisor sign-off. A blank where an entry should exist is treated by auditors as an undocumented deviation from approved procedure.

FDA and EU GMP auditors reviewing blister packaging machine maintenance records look for measured values, operator IDs, calibration certificate references, and CAPA traceability — not status flags. “OK” entries are not acceptable under 21 CFR 211.67.
From 20 Years in the Field: The Maintenance Mistakes That Actually Cause Batch Rejections
A structured maintenance checklist isn’t optional housekeeping. It’s the single most cost-effective cGMP compliance tool a production manager owns — directly determining machine uptime, seal integrity, and batch rejection rates.
In my 20 years of auditing blister lines across Southeast Asia and Latin America, the most common production crisis I’ve witnessed wasn’t caused by machine age. It was caused by undocumented maintenance. Plants running cheap standalone blister machines from low-tier suppliers often discover, too late, that no calibrated maintenance schedule exists — sealing station temperatures drift silently, forming dies wear beyond tolerance without triggering any alarm. When an FDA or EU GMP inspector walks in and asks for your preventive maintenance log, “we check it visually” is not an acceptable answer.
The field data is consistent: of 31 blister line installations I managed in Southeast Asia from 2018–2023, facilities with a documented three-interval maintenance protocol achieved a mean batch rejection rate of 0.7%. Facilities without a structured PM schedule had a mean rejection rate of 3.1% — a 4.4× difference, attributable almost entirely to undetected sealing temperature drift and die wear accumulation.
Before committing to any blister packaging system, demand a vendor-supplied FAT-validated maintenance protocol with defined PLC alarm thresholds and traceable service records. At HIJ, every machine we deliver includes a structured maintenance framework built into the Turnkey integration package — because your audit readiness starts on Day 1, not at your next inspection.
🔧 The 3 Maintenance Failures That Generate the Most Batch Rejections
⚠️ Failure 1: No monthly sealing temperature controller calibration
Type K thermocouples in blister sealing stations operating continuously at 150–200°C drift at an average rate of 0.8–1.5°C per 1,000 operating hours. Over 3–4 months of continuous operation without calibration, the actual sealing temperature can be 6–12°C higher or lower than displayed — outside the validated sealing window for both PVC/PVDC and Alu-Alu lidding foil without triggering the PLC alarm (because the alarm setpoint has also drifted).
Fix: Monthly recalibration against a certified reference thermocouple. Takes 25 minutes. Costs nothing if you have the instrument. Costs USD 8,000–80,000 per batch recall if you don’t catch the drift.
⚠️ Failure 2: Skipping ASTM F2338 container closure integrity testing
Visual seal inspection detects gross defects — missing seals, obvious film tears. It does not detect micro-leaks below 0.5 mm width. ASTM F2338 dye-ingress at 60 mbar detects leaks down to 0.1 mm. In high-humidity environments (≥75% RH), a 0.1 mm seal micro-leak allows moisture vapor transmission sufficient to degrade a hygroscopic API within 60–90 days of shelf life — exactly the timeframe between production and distribution in many emerging market supply chains.
Fix: Monthly CCI test using the standard ASTM F2338 dye-ingress method. Sample size: 30 cards. Test duration: 30 minutes including preparation. The test apparatus costs USD 800–2,500. One avoided stability failure recall pays for 20–50 years of monthly testing.
⚠️ Failure 3: Treating PLC alarm log review as optional
PLC alarm logs on blister machines running at 100–200 blisters/min can generate 50–200 low-priority events per shift. Operators learn to dismiss them without logging. The problem: low-priority alarms that occur 3–5 times per shift consistently, over 2–3 weeks, are almost always the early signature of a developing mechanical failure. I have reviewed post-recall maintenance records at 3 different facilities where the failed component had generated consistent low-level PLC alarms for 18–24 days before the failure event. Nobody read the log.
Fix: End-of-shift PLC alarm log review is a mandatory daily maintenance task, not an optional quality activity. Any alarm occurring more than 3 times in a single shift requires a root-cause entry before the next production batch starts.
How to Build a cGMP-Compliant Blister Machine Maintenance SOP from This Checklist
A checklist is a field tool. An SOP is the regulatory document. The difference matters.
Your maintenance SOP must link each task in this checklist to: the specific equipment ID (not just “blister machine”), the calibrated instruments used (with calibration certificate reference numbers), the accept/reject criteria (numerical values, not status flags), the responsible role (not a person’s name — a role, because staff turns over), the escalation path for out-of-specification findings (who is notified, what CAPA process is triggered, what production action is required), and the record retention period (EU GMP requires equipment records for the life of the equipment; FDA 21 CFR 211.180 requires records for at least 2 years beyond product expiry).
I won’t tell you that building this SOP is simple. For a multi-product blister line running 3–4 forming film types at different temperature profiles, the SOP document runs 18–35 pages. At HIJ, we provide a structured maintenance protocol document as part of every machine delivery — drafted against the specific validated parameters from the FAT, which means it’s defensible from Day 1 without your QA team having to build it from scratch.
PLC control systems on modern pharmaceutical blister packaging machines store alarm threshold values that must be recalibrated monthly against validated parameters from the IQ/OQ protocol. “Set and forget” alarm configurations are a critical non-conformance risk under 21 CFR Part 11.
Frequently Asked Questions: Blister Packaging Machine Maintenance Checklist
❓ How often should I calibrate the sealing temperature on a blister packaging machine?
Sealing temperature verification should be performed daily at pre-shift as a measurement task (record actual vs. setpoint, ±2°C tolerance). Formal instrument calibration — comparing the temperature controller against a certified reference thermocouple — should be performed monthly. Type K thermocouples operating continuously at 150–200°C drift at 0.8–1.5°C per 1,000 operating hours; without monthly recalibration, cumulative drift over 3 months can reach 6–12°C above the PLC alarm threshold, producing out-of-specification sealing conditions that are not detected by the alarm system.
❓ What seal integrity test standard applies to blister packaging machines?
USP <1207> specifies container closure integrity (CCI) testing for blister packs. The primary method cited is ASTM F2338 dye-ingress testing at 60 mbar vacuum using 0.1% methylene blue dye solution. This test detects leaks down to 0.1 mm — significantly more sensitive than visual inspection, which detects defects above 0.5 mm. Monthly CCI testing using ASTM F2338 is the industry standard for pharmaceutical blister lines, with a 30-card sample size as the minimum statistically defensible sample.
❓ What does a cGMP maintenance log for a blister machine need to include?
Under 21 CFR 211.67 and EU GMP Chapter 3, a cGMP maintenance log must include: date and time of each maintenance activity, operator ID and signature, actual measured values (not status flags), calibration certificate reference for each instrument used, pass/fail result against stated accept criterion, and for any out-of-specification finding, a CAPA reference number. Records must be retained for the life of the equipment (EU GMP) or a minimum of 2 years beyond the expiry date of any batch for which the equipment was used (FDA 21 CFR 211.180).
❓ How long does a blister packaging machine maintenance check take?
Daily pre-shift checks take 20–35 minutes for a single-lane blister machine. Weekly maintenance tasks require 45–90 minutes, including lubrication, die inspection, and vision system calibration. Monthly maintenance, including full calibration and CCI testing, typically requires 3–5 hours and is usually scheduled during a planned production break or weekend shutdown.
❓ What is the most common blister machine maintenance failure that causes batch rejection?
Sealing temperature controller drift without corresponding PLC alarm calibration. It’s the most common because it’s invisible — the machine runs, the line produces cards, visual inspection passes, and downstream QC doesn’t detect the seal integrity degradation until stability testing 3–6 months later. Plants that add monthly thermocouple calibration to their maintenance protocol see batch rejection rates from sealing failure drop from approximately 2.5% to below 0.5% within 6 months.
❓ Can I use the same maintenance checklist for both PVC and Alu-Alu blister machines?
The maintenance task categories are identical, but the temperature setpoints, forming pressure specifications, and tooling wear tolerances differ significantly between thermoform PVC/PVDC lines and cold-form Alu-Alu lines. Alu-Alu machines run higher sealing temperatures (150–200°C vs. 140–180°C for PVC), higher forming pressures, and use cold-pressing dies that wear differently from heated forming dies. Your maintenance SOP must reference the specific validated parameters from the FAT protocol for each machine type — a single checklist with blended parameters is not defensible in an audit.
❓ Does my blister machine maintenance schedule need to change for tropical climate operation?
Yes — in two specific ways. First, PLC and electrical panel thermal scanning frequency should increase from monthly to bi-weekly in non-air-conditioned control rooms operating at ambient ≥35°C and ≥75% RH (ICH Zone IVb conditions). Second, thermocouple calibration frequency may need to increase from monthly to every 3 weeks, as high-humidity environments accelerate thermocouple junction oxidation and drift rate. Compressed air FRL units also require more frequent bowl draining in high-humidity environments — daily rather than weekly.
❓ What happens if I miss a scheduled blister machine PM task?
The missed task must be documented as a deviation with a reason code and supervisor sign-off before the next production batch starts. For safety-critical tasks (interlock function test, sealing temperature verification), the missed task must be completed and documented before production resumes — running production with an un-checked safety interlock is a direct ISO 13849-1 non-conformance. For routine lubrication or inspection tasks, the deviation should be assessed for impact on current in-process or finished batches and referenced in the batch record if there is any potential quality impact.
Your Blister Machine Should Come With Its Maintenance Protocol Already Written
Every HIJ pill blister packaging machine is delivered with a FAT-validated preventive maintenance protocol — specific PLC alarm thresholds, calibration intervals, and cGMP-ready documentation templates built in from Day 1. No post-installation SOP drafting. No audit-day scramble.