📦 Foundational Guide — Pharmaceutical Packaging
What Is a Blister Packaging Machine? The Answer Most Buyers Need Before Writing an RFQ
A blister packaging machine is a forming–filling–sealing system that encapsulates tablets, capsules, or medical devices into individual thermoformed cavities sealed with an aluminum lidding foil. Every dose is isolated, tamper–evident, and — when the right film is chosen — protected against moisture, light, and oxygen. That last part is where most buyers make their first mistake. I’ve spent 20 years commissioning these lines across Southeast Asia, Latin America, and the Middle East, and the definition above is the easy part. What comes after it determines whether your packaging line clears an FDA audit or triggers a recall. This guide covers the fundamentals: how the machine works, the main types, the critical materials, and the compliance checkpoints that change everything depending on your target market. If you’re already past the definition stage, jump directly to our pill blister packaging machine specification page or our blister machine selection guide.
📋 Direct Answer
A blister packaging machine uses heat and pressure to thermoform a base film (PVC, PVDC, or aluminum) into cavities, fills each cavity with a tablet or capsule, then heat–seals an aluminum foil lid — producing individually protected, tamper–evident doses at speeds ranging from 30 to 600+ blisters per minute depending on machine class and format.
What Is a Blister Packaging Machine — and Why the Simple Definition Misses Half the Picture
The dictionary definition fits on a product label. The real definition requires context. A blister packaging machine is only as effective as the combination of its forming station temperature profile, its sealing pressure, the film it runs, and the control architecture that monitors all three simultaneously. Change one variable — say, swap PVC for a PVDC laminate in a plant running higher ambient humidity — and you may need to recalibrate your heating zones, adjust sealing dwell time, and revalidate the entire process under ICH Q1A(R2) conditions.
FDA enforcement records for 2019–2023 show packaging as root cause in 12% of pharmaceutical recalls — the number I use when procurement teams tell me a cheaper machine will do the same job. It usually will, until it doesn’t.

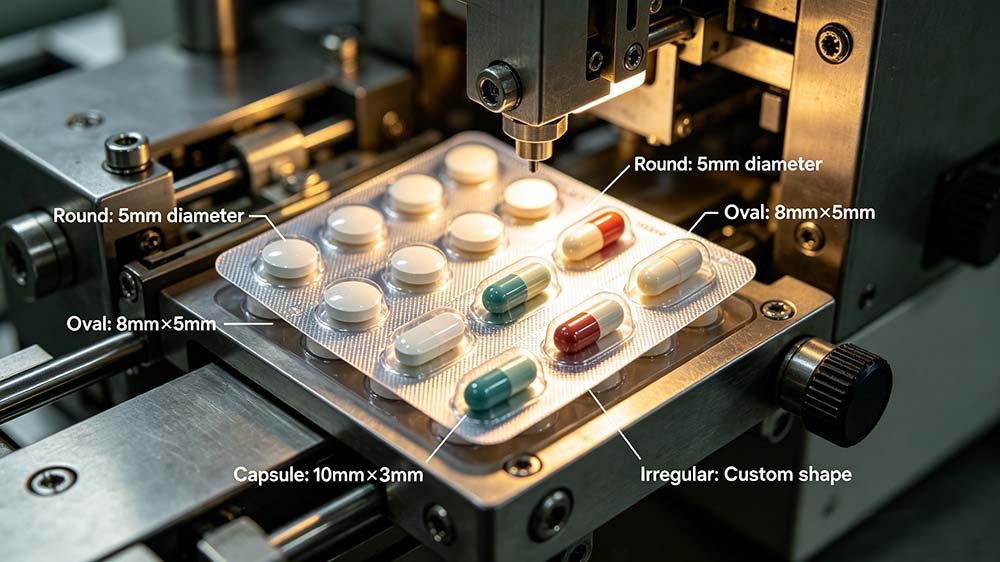
A pharmaceutical blister packaging machine at the forming–sealing stage — each cavity individually isolated before the aluminum lidding foil is applied.
Three machines, three different contexts. A mid–speed flat–plate DPP–260 running PVC/aluminum at 260 blisters per minute for an Indonesian generic manufacturer. A cold–form alu–alu line producing moisture–sensitive APIs destined for WHO prequalification markets in Sub–Saharan Africa. A compact semi–automatic unit running R&D batches for a clinical–stage company in São Paulo. Same category. Completely different machines, films, control requirements, and compliance packages. The question is never just “what is a blister packaging machine” — it’s “which blister packaging machine fits my product, my market, and my regulatory dossier.”
A blister packaging machine that passes a CE audit but ships without an IQ/OQ/PQ protocol package is not GMP–ready — it is a forming–sealing mechanism with a certificate. Those are not the same thing, and the difference surfaces during your first FDA or EMA pre–approval inspection. — Forester Xiang, HIJ Machinery
How a Blister Packaging Machine Actually Works: The Four Core Stations
The forming–filling–sealing sequence is standard. What varies — and what buyers rarely examine closely enough before writing their URS — is the precision of each station, the synchronization between them, and the reject–handling logic that sits downstream. A machine running 400 blisters per minute with no vision inspection system and no automatic reject integration is not a production asset. It’s a liability.
-
1
Film Loading & Forming Station
The base film — typically PVC, PVC/PVDC, or aluminum for cold–form alu–alu lines — feeds from a roll through a pre–heating zone. In thermoforming machines, the film reaches 120–160°C depending on material, then contacts a mold under 4–8 bar of forming pressure. Cavity depth tolerances in a well–built machine hold within ±0.1 mm. That precision matters: an oversized cavity allows tablet movement and abrasion; an undersized one causes sealing film bridging and pinhole leaks.
-
2
Product Filling Station
Tablets or capsules transfer from a hopper into cavities via a brush–type or vibratory feeder for standard round formats, or a slat–chain feeder for oblong and irregular shapes. Fill–rate accuracy — confirmed by checkweigher or camera inspection — must meet the empty–cavity rejection threshold defined in your validation protocol. Most cGMP–compliant lines set a hard stop at >0.5% empty–cavity rate per batch.
-
3
Sealing Station
The lidding foil — typically 20–25μm pharmaceutical–grade aluminum with a heat–seal lacquer layer — bonds to the base film under controlled temperature (160–220°C) and pressure (3–6 bar) for a defined dwell time. Sealing integrity is testable per ASTM F2338 dye–ingress at 60 mbar and USP <1207> container closure integrity protocols. A 2°C deviation in sealing temperature across the tool width is enough to produce micro–leaks invisible to visual inspection.
-
4
Punching / Die–Cutting & Output
A rotary punch or flat–die cutter separates individual blister cards from the continuous web at the defined card dimensions. Batch and expiry code printing — via thermal transfer or inkjet — occurs inline at this stage. Finished cards discharge to a conveyor linking to the cartoning line. Waste film rewind completes the cycle. Synchronization between the punch station and the cartoning machine is where poorly integrated turnkey lines lose 8–15% of nominal throughput to jam events and manual clearance.

Forming station: PVC base film being shaped under heat and pressure into tablet–specific cavities — cavity depth tolerance is ±0.1 mm on a properly calibrated line.
⚠️ Field Diagnosis — Forming Station Failures
Root cause is almost always pre–heat zone temperature too low or web speed too fast for the material gauge being run. I saw this on a 260μm PVC line in a plant outside Kuala Lumpur — the operator had increased line speed by 12% without adjusting the forming temperature profile. The cavities looked acceptable visually. They failed the dye–ingress test three weeks later during stability testing.
Check the flatness of your sealing tool. Thermal expansion in a tool that hasn’t been machined to flatness tolerance (<0.05 mm across the sealing face) produces uneven pressure distribution. Replace or re–surface the sealing plate. Not a parameter adjustment. A tooling replacement.
If your feeder is vibratory and your tablet has a moisture–sensitive coating, check for coating tackiness causing bridging in the hopper. Reduce hopper vibration amplitude by 15–20%, add a dessicant sock to the hopper inlet, and confirm the ambient RH in the packing hall is below 45%.
The Main Types of Blister Packaging Machines — and the Decision Most Buyers Get Backwards
The number teams look at first is usually output speed. It’s the wrong starting point. Machine type drives every downstream decision: film compatibility, cavity geometry, tooling cost, changeover time, and your entire IQ/OQ/PQ scope. Get the type selection wrong, and no amount of parameter tuning recovers it.
| Machine Type | Forming Method | Typical Speed (blisters/min) | Film Compatibility | Best Fit Application | Typical CapEx Range |
|---|---|---|---|---|---|
| Flat–Plate Thermoforming (e.g., DPP–260) | Heated flat die presses film into mold | 120–300 | PVC, PVC/PVDC, PVC/PE | Generic pharma, standard tablets & capsules | $30,000–$120,000 |
| Roller–Type Thermoforming | Heated roller continuously forms moving web | 200–600+ | PVC, PVDC laminates | High–volume generic production | $80,000–$250,000 |
| Cold–Form Alu–Alu | Mechanical cold pressing (no heat) | 30–150 | Alu–Alu laminate (OPA/Al/PVC) | Moisture–sensitive APIs, tropical markets, WHO prequalification | $90,000–$320,000 |
| Semi–Automatic Thermoforming | Manual film feed, automatic forming/sealing | 15–60 | PVC, PVDC | R&D, clinical batches, small–volume specialty | $8,000–$35,000 |
Of the 31 blister line projects I handled in Southeast Asia between 2018 and 2023, 11 required a forming–material change after a month–12 stability failure. In every case, the initial machine selection had been made on cost–per–unit at standard 25°C/60% RH conditions. The product was going to markets operating at Zone IVb — 30°C/75% RH. The extra $0.008 per card for a PVDC laminate would have cost less than $64,000 annually on an 8–million–card line. The remediation — including re–stability, new validation documentation, and regulatory variation filing — cost one client $380,000 and seven months.
💡 Forester’s Insight — A 20–Year Engineer’s Perspective
I won’t tell you the cold–form vs. thermoform decision is straightforward. It involves your API moisture sensitivity, your target markets’ ICH stability zones, your validation timeline, and sometimes your relationship with the regulatory reviewer. What I can tell you is that the conversation about film starts before you write a machine specification — not after you’ve placed the order. At HIJ, we run this discussion during the URS phase for every pill blister packaging machine project, not as an afterthought during FAT. If you’re still in the type–selection stage, our speed and output guide walks through the throughput implications of each machine architecture in detail.
Blister Packaging Materials: PVC, PVDC, and Alu–Alu — What Each Number Actually Means
PVC at 250μm passes 4–6 g/m²/day of moisture vapor. That’s the number that matters. For a hygroscopic API with 0.8% w/w moisture uptake at 75% RH — the kind that appears on every tropical market formulary — that rate means you’re not packaging the drug. You’re just slowing the degradation curve.
| Film Type | MVTR (g/m²/day at 38°C/90% RH) | Typical Gauge (μm) | OTR (cc/m²/day) | Regulatory Markets | Relative Cost vs. PVC |
|---|---|---|---|---|---|
| PVC | 4.0–6.0 | 250 | 10–20 | General markets, WHO Zone I–II | 1× (baseline) |
| PVC/PVDC Laminate | 0.2–1.5 | 60–90 PVDC layer | 1–4 | Zone III–IVb, moderate–humidity APIs | 2.2–3.5× |
| Cold–Form Alu–Alu (OPA/Al/PVC) | 0.02–0.10 | 45–60 Al layer | <0.1 | Zone IVb, WHO prequalification, FDA–regulated moisture–sensitive APIs | 4.5–7× |
| PET/Al/PE (Tropicalized) | 0.5–1.2 | 12μm PET + 9μm Al | 0.5–2 | Zone III, emerging–market generics | 1.8–2.8× |
Cold–form alu–alu blister packaging cuts moisture vapor transmission to 0.02–0.10 g/m²/day, compared to 4–6 g/m²/day for standard PVC — a 40x to 300x difference depending on the aluminum layer gauge. That figure is what WHO TRS 992 Annex 3 expects for Zone IVb products, and it’s the figure a CDSCO reviewer will ask about if your product is headed to Maharashtra or Tamil Nadu without Zone IVb stability data. I saw exactly that in 2019. The dossier went back. Eight months later.

PVC vs. PVDC laminate vs. cold–form alu–alu: moisture vapor transmission rate is the primary decision variable for tropical–market and WHO–prequalification products.
GMP Compliance for Blister Packaging Machines — What the Spec Sheet Won’t Tell You
A QA director in Jakarta called me last year. Her team had purchased a blister machine from a local reseller. The machine had a CE mark. It had no Siemens or Allen–Bradley PLC documentation. The reseller had never provided an IQ protocol template. The FDA pre–approval inspection was six weeks out.
GMP compliance for a blister packaging machine is not a certificate. It’s an architecture decision made at the time of machine specification. The EU GMP Annex 1 (2022 revision) requires a contamination control strategy that addresses the packaging environment, the machine’s contact–surface materials (316L stainless steel for product–contact parts, documented), and the HVAC/cleanroom classification of the packaging hall. Under 21 CFR Part 211, your blister machine must be qualified under an IQ/OQ/PQ protocol, and any electronic records generated by the machine HMI must meet 21 CFR Part 11 requirements for audit trail completeness and access–control documentation.
📋 Compliance Reference — Blister Packaging Machine Qualification
21 CFR Part 211.68 — Automatic, mechanical, and electronic equipment: requires calibration, inspection, and qualification records.
21 CFR Part 11 — Electronic records and signatures: applies to any HMI–generated batch data, sealing parameters, and reject logs stored digitally.
EU GMP Annex 15 — Qualification and validation: defines IQ, OQ, PQ scope for packaging equipment.
WHO TRS 992 Annex 3 — Storage and transport conditions: specifies Zone I–IVb stability requirements that drive film selection.
ICH Q10 — Pharmaceutical Quality System: requires change–control documentation for any machine parameter modification post–validation.
- GMP–compliant surface materials documented: All product–contact surfaces confirmed 316L stainless steel or food–grade engineering polymer; material certificates provided in DQ package.
- IQ/OQ/PQ protocol templates included: Machine supplier provides pre–written, site–adaptable qualification protocols — not a blank template requiring client–side authoring from scratch.
- 21 CFR Part 11–compliant HMI: Audit trail active by default, user access levels configured, electronic batch records exportable in CSV or PDF without third–party software.
- FAT and SAT protocols agreed in contract: Factory acceptance testing and site acceptance testing scope defined before equipment order — not discovered during commissioning week.
- Change–control documentation ready: Any parameter change post–validation triggers a documented change–control record; machine supplier provides a change–control procedure template as part of the DQ package.
What Products Can a Blister Packaging Machine Handle? The Range Is Wider Than Most Buyers Assume
Standard round tablets and hard–shell capsules are the obvious ones. The format list extends well beyond pharmaceutical solids. I commissioned a blister line in Ho Chi Minh City in 2021 that ran soft–gel capsules, effervescent tablets, and a 10×10 mm round chocolate confection on the same machine — with three mold changeovers in a single shift, total changeover time under 22 minutes each. The machine was designed for it. That kind of flexibility isn’t default. It’s engineered in from the URS stage.
| Product Category | Typical Format | Machine Type Required | Key Tooling Consideration |
|---|---|---|---|
| Tablets (round, oval, oblong) | 4–22 mm diameter; up to 9 mm height | Flat–plate or roller thermoforming | Cavity depth ≥ tablet height + 0.5 mm tolerance |
| Hard–shell capsules (00–5) | Size 00: 26.1 mm; Size 5: 11.1 mm | Flat–plate thermoforming with elongated cavity | Slat–chain feeder for horizontal capsule orientation |
| Soft–gel capsules | Oval 14×8 mm typical | Low–speed flat–plate, low–temperature forming | Reduced forming temperature; silicone–coated mold surfaces |
| Effervescent tablets | 18–25 mm disc, up to 7 mm height | Alu–alu cold–form (moisture barrier critical) | Nitrogen purge at sealing station; MVTR <0.5 g/m²/day required |
| Liquid–filled blisters (unit–dose) | 0.5–3 mL per cavity | Specialized liquid blister machine (DPP–140/150) | Nozzle–fill station; sealing pressure reduced to avoid spillage |
| Medical devices / syringes | Custom per device | Thermoforming with deep–draw tooling | FDA 21 CFR Part 820 device–packaging requirements apply |
⚠️ Field Diagnosis — Wrong Machine for the Product Format
A brush–type feeder designed for round tablets cannot reliably orient elongated capsules. The solution is a slat–chain or brush–roller feeder with capsule–specific slat geometry. If your machine was specified as “tablet and capsule compatible” without a separate feeder module for capsules, that claim was marketing language. Not engineering specification.
Forming temperature too high for a soft–gel product destined for direct–contact with warm PVC. Reduce forming temperature by 15–20°C and verify cavity surface texture. Soft–gels require a mold surface that allows release without adhesion. This is a tooling specification issue. Short answer: wrong mold coating.
What to Define Before You Write a Blister Machine RFQ — The Five Questions Most Buyers Skip
Before writing your URS, define your regulatory market first. I know that’s not how most procurement processes are sequenced — usually the budget gets approved, a vendor shortlist gets built, and the regulatory question comes up during FAT when someone asks about the 21 CFR Part 11 audit trail. By then, you’ve already ordered the wrong HMI software package and the change–control cost to retrofit it is $18,000–$40,000.
- What is your primary regulatory market? FDA (US), EMA (EU), WHO prequalification, CDSCO (India), BPOM (Indonesia), ANVISA (Brazil) — each has different documentation, audit trail, and material requirements. Define this before the machine spec, not after.
- What is your API’s moisture sensitivity profile? If your API is hygroscopic above 55% RH, PVC is not a containment strategy — it’s a degradation schedule. Run ICH Q1A(R2) stability across your target ICH zone before finalizing film selection, not after the machine ships.
- What is your annual production volume and SKU count? A machine optimized for 200 million tablets/year at a single SKU is architecturally different from a 50–SKU line running 3–5 million per SKU. Changeover time (measured in actual minutes, not brochure claims) is the key differentiator — ask for a live changeover demo at FAT.
- Is this a standalone machine or part of a line? A blister machine integrated with a cartoner and case packer as a turnkey line has completely different control architecture requirements than a standalone unit. MES integration, conveyor speed synchronization, and reject–reconciliation protocols must be designed at the system level. See our turnkey blister packaging line guide for a full system breakdown.
- What is your validation timeline? IQ/OQ/PQ for a standalone blister machine typically takes 8–16 weeks post–installation depending on complexity. For a turnkey line, 16–28 weeks is realistic. Anyone quoting 4 weeks for full PQ completion on a multi–machine line has either never done it or is planning to do it inadequately.

Defining regulatory market and API profile before writing the URS saves an average of 3–6 months compared to discovering compliance gaps during SAT or pre–approval inspection.
Of the 31 blister line projects I handled in Southeast Asia between 2018 and 2023, 11 required a forming–material change after a month–12 stability failure — every single one traceable to a film selection made without Zone IVb stability data. The combined remediation cost across those 11 projects exceeded $2.1 million. The correct film would have added $280,000 in total material cost over the same period. — Forester Xiang, HIJ Machinery
Frequently Asked Questions About Blister Packaging Machines
❓ What is a blister packaging machine used for?
A blister packaging machine is used to individually package tablets, capsules, soft–gels, and medical devices into thermoformed plastic or aluminum cavities sealed with a foil lid — providing tamper–evidence, dose–unit isolation, and moisture/oxygen barrier protection required by pharmaceutical, nutraceutical, and medical device regulations. Most pharmaceutical–grade machines also generate electronic batch records compliant with 21 CFR Part 11 or EU Annex 1 documentation requirements.
❓ What is the difference between a thermoforming and cold–form blister machine?
A thermoforming blister machine uses heat (120–160°C) to soften a PVC or PVDC base film and press it into a mold. A cold–form machine mechanically deforms an aluminum laminate (OPA/Al/PVC) at ambient temperature, producing a cavity with near–zero moisture vapor transmission. Cold–form alu–alu machines are slower (30–150 blisters/min vs. 120–600+ for thermoforming), cost more per unit of output, but are the only reliable primary packaging option for moisture–sensitive APIs destined for ICH Zone IVb markets or WHO prequalification programs.
❓ How fast does a blister packaging machine run?
Speed depends entirely on machine class and format. Semi–automatic machines: 15–60 blisters per minute. Flat–plate automatic thermoforming (e.g., DPP–260): 120–300 blisters per minute. Roller–type high–speed lines: 400–600+ blisters per minute. Note that nominal speed is measured on a single standard format under ideal conditions — actual throughput including changeover, reject events, and format changeover efficiency typically runs 75–85% of nominal in real production. Always ask for OEE data, not just nameplate speed.
❓ Does a blister packaging machine need to be GMP–certified?
No machine is “GMP–certified” as a standalone designation — GMP compliance applies to your facility and process, not the machine itself. What a pharmaceutical–grade blister machine must have is: 316L stainless steel product–contact surfaces, an IQ/OQ/PQ–ready design documented in a Design Qualification (DQ) package, 21 CFR Part 11–compliant HMI for US–regulated markets, and CE marking for EU markets. Ask for the DQ package before purchase. If the supplier cannot provide one, that tells you everything you need to know.
❓ What films can a blister packaging machine run?
Standard thermoforming machines run PVC (250–300μm), PVC/PVDC laminates, PVC/PE, and PET. Cold–form machines run OPA/Al/PVC alu–alu laminates. Some machines are configured for both thermoform and cold–form film — but require different forming stations and tooling, so “dual–mode” machines are a significant complexity decision. Film compatibility must be confirmed at the machine specification stage; running a non–validated film after PQ completion requires a formal change–control procedure under ICH Q10.
❓ How long does it take to validate a blister packaging machine?
For a standalone blister machine: 8–16 weeks post–installation for IQ/OQ/PQ completion, depending on protocol complexity and available qualified personnel. A full IQ typically takes 1–2 weeks; OQ 2–4 weeks; PQ 4–8 weeks including stability sample pulls if required. If you’re running a turnkey line (blister + cartoner + case packer), allow 16–28 weeks. Timeline compression below these ranges is possible but requires a dedicated validation team and all URS/DQ documentation completed before equipment arrival.
❓ What is the cost of a pharmaceutical blister packaging machine?
Entry–level semi–automatic machines: $8,000–$35,000. Mid–speed automatic flat–plate thermoforming (the most common pharmaceutical category): $30,000–$120,000. High–speed roller–type or cold–form alu–alu lines: $90,000–$320,000. These figures cover machine hardware only. Add 15–25% for tooling/molds, 10–20% for installation and commissioning, and $15,000–$60,000 for IQ/OQ/PQ validation execution. A full landed cost analysis including qualification is the only honest basis for budget planning.
❓ Can one blister packaging machine handle multiple tablet sizes?
Yes — with format–specific tooling (molds, feeders, punching dies). Most automatic thermoforming machines support multiple product formats through mold changeover. The critical variable is changeover time: a well–designed machine with quick–release tooling achieves format changeover in 20–45 minutes; a poorly designed one takes 3–4 hours. Ask for a live changeover demonstration at FAT using your actual product dimensions, not a surrogate tablet. Verified changeover time is one of the most misrepresented specifications in blister machine sales.
Ready to Move from Definition to Specification?
Our engineering team has commissioned blister packaging lines in Indonesia, Vietnam, Brazil, Nigeria, and 30+ other markets. If you’re writing a URS, selecting a machine type, or evaluating a turnkey line proposal, the fastest way to avoid the $380,000 mistakes is a direct conversation about your product, your market, and your timeline — before the purchase order, not after.