🔍 Forester’s Field Reality Check
The machine passed FAT. The audit still failed.
I’ve watched a $400,000 blister line get quarantined during an FDA pre-approval inspection — not because the seals were weak or the forming temperature was off, but because nobody had integrated the PLC’s temperature log into the plant’s DCS. The forming station was logging every cycle. The data existed. It just wasn’t in a 21 CFR Part 11-ready format with electronic signatures and an unbroken audit trail.
That is the real GMP compliance gap for pill blister packaging machines — not the mechanics. The paperwork architecture.
❓ Direct Answer
A GMP-compliant pill blister packaging machine requires: (1) IQ/OQ/PQ validation documentation, (2) 21 CFR Part 11-ready electronic audit trails for FDA-regulated markets, (3) compliance with EU GMP Annex 1 (2022) or WHO TRS 992 Annex 3 depending on target market, and (4) a URS that specifies data integrity controls before any purchase order is signed. Machines that don’t meet these criteria at the design stage cannot be retrofitted cost-effectively — they create qualification crises that delay market entry by 6–18 months.
📋 Regulatory Framework Reference
- 21 CFR Part 11 (FDA electronic records)
- 21 CFR Part 211 (cGMP packaging)
- EU GMP Annex 1 (2022 revised)
- EU GMP Annex 15 (qualification & validation)
- WHO TRS 992 Annex 3
- ICH Q10 (pharmaceutical quality system)
- GAMP 5 (computerized system validation)

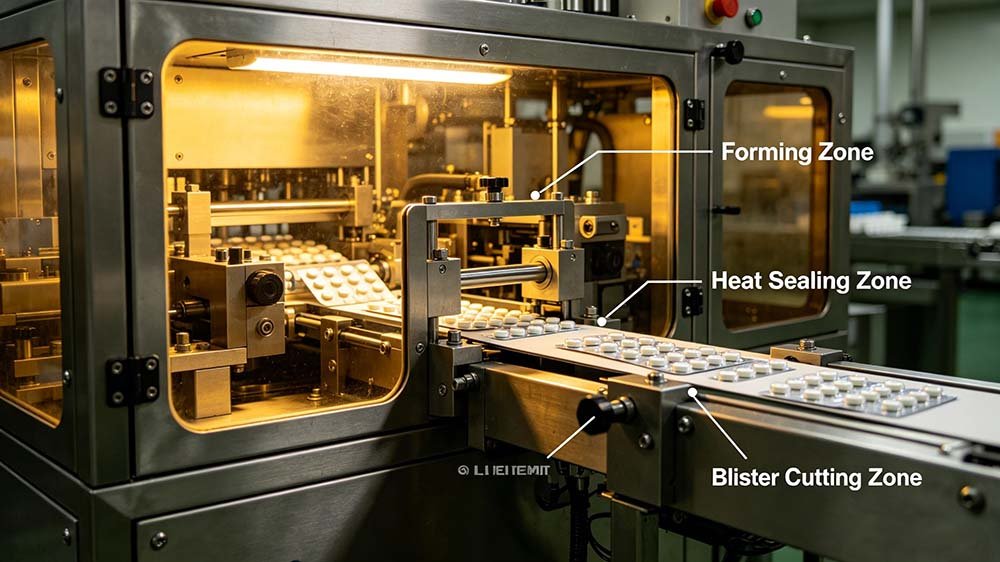
A GMP-compliant blister packaging line in a controlled cleanroom environment — the physical setup is only one layer of compliance. The data architecture underneath it determines whether you pass an FDA audit.
What Does “GMP Compliant” Actually Mean for a Pill Blister Packaging Machine?
✅ Direct Answer
GMP compliance for a pill blister packaging machine means the equipment, its control system, and its documentation package together satisfy the requirements of your target regulatory authority — FDA, EMA, WHO, or NMPA — such that a qualified person can validate it through IQ, OQ, and PQ without generating non-conformances that require design changes.
This is not the same as “the machine works.” I need to be direct about that distinction.
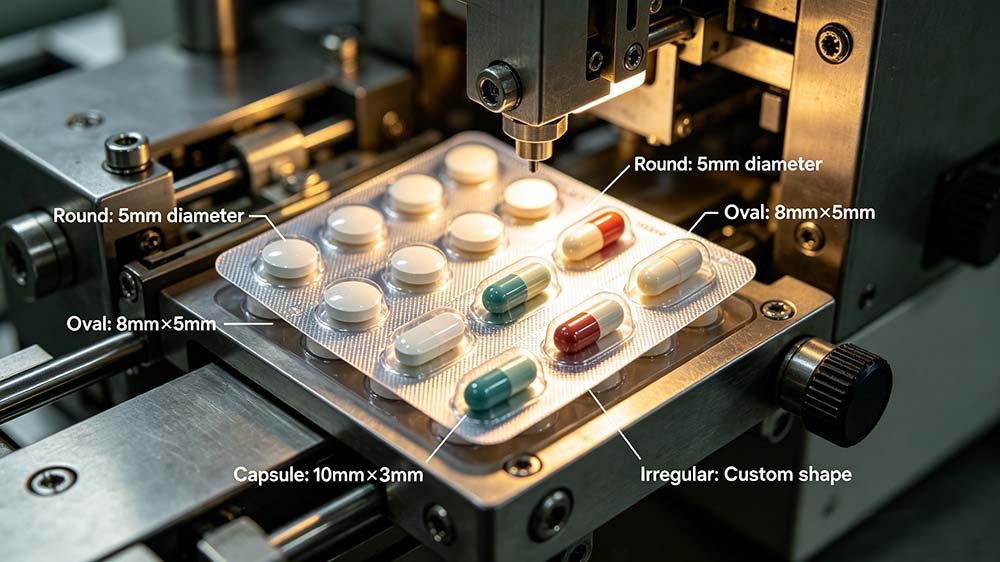
A pill blister packaging machine that forms clean blisters at 150 cycles per minute, seals aluminum lidding at ±2°C of setpoint, and cuts cards within ±0.3mm tolerance can still fail a GMP audit. It fails because the control architecture — the PLC software version, the HMI access controls, the alarm log structure, the batch record linkage — was never designed to satisfy 21 CFR Part 11 or EU GMP Annex 11.
I saw this pattern repeat across seven projects I handled in South and Southeast Asia between 2017 and 2022. Plants had purchased machines from suppliers who quoted “GMP compliant” without specifying which GMP, which version, and which sections applied to their equipment category. The machines ran fine. The validation dossiers fell apart during the OQ phase when auditors started requesting electronic signature logs and found none existed.
Three things must be true simultaneously for a blister packaging machine to be genuinely GMP compliant:
- Design compliance: Stainless steel contact surfaces, cleanable geometry, no dead zones where product can accumulate between batches, accessible for validated cleaning procedures per 21 CFR Part 211.68.
- Control system compliance: PLC software categorized under GAMP 5 (typically Category 4 or 5), 21 CFR Part 11-ready audit trail, user access management with role-based permissions, electronic batch records with no data gaps.
- Documentation compliance: Supplier-provided IQ/OQ protocols, calibration certificates for all critical instruments (temperature sensors, pressure transducers, vision systems), FAT/SAT report templates, and a URS traceability matrix.
Miss any one of these three. Your dossier will require remediation — and remediation after equipment installation costs 3× to 8× more than getting it right during the RFQ stage.
How IQ, OQ, and PQ Apply to Pill Blister Packaging Machine Validation
✅ Direct Answer
IQ confirms the machine was installed per design specifications. OQ demonstrates it operates within defined parameter ranges under simulated conditions. PQ proves it consistently produces GMP-compliant blister packs under actual production conditions — typically across three consecutive validation batches at commercial scale. Together they constitute the qualification package required by EU GMP Annex 15 and 21 CFR Part 211.
The framework sounds straightforward. In practice, it has four failure modes I see repeatedly.
IQ Phase: Where the Documentation Gaps Start
Installation Qualification for a pill blister machine covers: physical installation confirmation, utility connections (compressed air at specified pressure and purity, electrical supply, extract ventilation), instrument calibration verification, and software version recording. That last one matters more than most procurement teams realize.
Software version recording. FDA investigators during 21 CFR Part 11 audits will ask to see the PLC firmware version, the HMI application version, and the SCADA interface version as they existed at IQ. If the supplier pushed an update during commissioning without updating the IQ protocol — a common shortcut — you have a non-conformance on day one of validation. I’ve seen this single issue delay PQ by 11 weeks while the software validation was retrospectively documented.
OQ Phase: The Parameter Range Problem
Operational Qualification requires demonstrating that the machine performs within specification across the full intended operating range — not just at the nominal setpoint. For a pill blister packaging machine, this means running OQ tests at low, mid, and high settings for:
- Forming temperature (typically 120–180°C for PVC, 140–200°C for PVDC)
- Sealing temperature and dwell time at the heat-sealing station
- Machine speed (cycles per minute, across the validated range)
- Sealing pressure at the lidding station (measured in kN/m²)
- Vision system rejection sensitivity thresholds (empty cavity detection, seal integrity check)
The OQ report must include alarm history from the full test run. This is where 21 CFR Part 11 becomes critical: alarms must be electronically captured with timestamp, operator ID, and resolution action. If the machine’s HMI simply displays alarms without logging them to a 21 CFR Part 11-compliant database, your OQ report will have a data integrity gap.
PQ Phase: Three Batches Is a Floor, Not a Target
Performance Qualification runs three consecutive batches at commercial-scale production parameters. Each batch must produce blister packs that pass:
- Seal integrity testing per ASTM F2338 (dye ingress or vacuum decay) or USP <1207>
- Cavity fill accuracy (count verification, zero empty cavities in validated sample size)
- Card dimensional tolerance (die-cut accuracy within ±0.5mm specification)
- Lot number and expiry date legibility (inkjet or laser print verification per batch)
Three batches is the regulatory floor. For products with tight moisture sensitivity profiles — hygroscopic APIs, effervescent tablets, moisture-labile film coatings — I’d recommend running five PQ batches with accelerated condition seal integrity testing. That recommendation adds roughly three weeks. It also gives you a significantly stronger dossier if the product is headed for CDSCO or ANVISA review, where inspectors have become more aggressive on packaging validation depth since 2021.

IQ/OQ/PQ validation is a sequential qualification process — each phase must be formally closed before the next begins. Skipping OQ re-runs after parameter changes is the most common cause of PQ failure.
⚠️ Validation Failure Diagnostic: IQ/OQ/PQ Common Non-Conformances
⚠️ Symptom: OQ fails on alarm log completeness
Root Cause: PLC logs alarms to HMI display only — no write-to-database function enabled, no 21 CFR Part 11 electronic record generated
Fix: Requires either (a) a supplier-side SCADA software upgrade with proper CSV audit log export, or (b) a third-party MES integration. Budget $18,000–$45,000 and 8–16 weeks depending on PLC architecture. Demand this capability in your URS before signing the PO, not after installation.
⚠️ Symptom: PQ batch 2 shows cavity fill rate below specification at high speed
Root Cause: Feeder bowl calibration was done at nominal speed during OQ; no OQ test at upper validated speed limit
Fix: Re-run OQ at high-speed parameter, recalibrate feeder brush or vibratory bowl, then rerun all three PQ batches. This is a 4–6 week cycle. Avoidable by including a “worst-case OQ condition” clause in your validation protocol from day one.
⚠️ Symptom: IQ non-conformance on software version mismatch
Root Cause: Supplier updated PLC firmware during SAT without amending the IQ protocol or issuing a change control record
Fix: Issue a retrospective change control, perform a software impact assessment per GAMP 5 Appendix O, and re-execute affected IQ test scripts. Timeline: 3–5 weeks. Preventable by requiring a freeze on software versions from FAT completion through IQ closure — put this in the contract.
21 CFR Part 11 and Data Integrity Requirements for Blister Packaging Machine Control Systems
✅ Direct Answer
21 CFR Part 11 requires that electronic records generated by a blister packaging machine’s control system be: (1) attributable to a specific operator with a unique login ID, (2) legible and permanently retained, (3) contemporaneous with the event, (4) original, and (5) accurate — the ALCOA+ framework. Machines that cannot satisfy these five attributes without external software workarounds are not 21 CFR Part 11-ready at the architectural level.
FDA enforcement records for 2019–2023 show data integrity as the root cause in 43% of pharmaceutical manufacturing Warning Letters — the single largest category, ahead of laboratory controls and process validation. Not all of those involved packaging equipment directly, but I use that number when procurement directors tell me the data integrity module adds “unnecessary cost” to a blister machine specification.
The ALCOA+ framework breaks down practically for blister packaging machines as follows:
| ALCOA+ Attribute | What It Requires on a GMP Blister Machine | Common Supplier Gap | Remediation Cost Estimate |
|---|---|---|---|
| Attributable | Each process record links to a named operator via unique login; no shared passwords; role-based access levels (operator, supervisor, admin) | Single shared HMI login, no audit trail per user | $8,000–$22,000 (software rework) |
| Legible | All electronic records printable and readable throughout retention period (minimum 3 years per 21 CFR Part 211, often longer per product dossier) | Proprietary binary log format not exportable to PDF or CSV | $5,000–$12,000 (export module) |
| Contemporaneous | Timestamps generated by a validated, synchronized clock; no backdating capability at the operator level | HMI clock not synchronized to plant time server; manually adjustable by operators | $2,000–$6,000 (NTP integration) |
| Original | Raw data stored in write-protected location; no operator ability to delete or overwrite entries | Log files stored on HMI local drive with admin-level write access for all users | $4,000–$15,000 (access control restructure) |
| Accurate | Calibrated instruments; sensor accuracy validated against NIST-traceable references; calibration due dates enforced in software | Calibration certificates provided but not linked to in-machine monitoring; no soft-lock on expired calibrations | $3,000–$9,000 (calibration management module) |
Table 1: ALCOA+ compliance gaps commonly found in pill blister packaging machine control systems, with typical remediation cost ranges based on HIJ project experience 2018–2024.
The total exposure from buying a machine without these capabilities built in: $22,000–$64,000 in software remediation, plus 4–16 weeks of delayed validation. That is before accounting for the cost of any regulatory action if the gap is discovered during an inspection rather than during your own qualification work.
“A pill blister packaging machine that cannot generate a complete, attributable, timestamped electronic record of every forming temperature deviation, every alarm event, and every operator override is not GMP-compliant — regardless of what the supplier’s brochure says. The machine’s mechanical performance is irrelevant if the control system fails data integrity review. I’ve decommissioned lines that ran beautifully.” — Forester Xiang, HIJ Machinery
How EU GMP Annex 1, FDA cGMP, and WHO TRS 992 Differ for Blister Packaging Equipment
✅ Direct Answer
The three major frameworks agree on core principles (design for cleanability, validated processes, documented audit trails) but differ significantly in implementation detail: EU GMP Annex 1 (2022 revision) adds a Contamination Control Strategy requirement that impacts packaging line design; FDA cGMP under 21 CFR Part 211 focuses on process validation and data integrity; WHO TRS 992 Annex 3 is used by PICS member states and emerging markets including Southeast Asia and Africa. A machine designed for one market may require hardware or software modifications for the others.
| Requirement Area | FDA cGMP (21 CFR 211) | EU GMP Annex 1 (2022) | WHO TRS 992 Annex 3 |
|---|---|---|---|
| Equipment design standard | No explicit surface finish spec; “easily cleanable” required per 211.68 | Ra ≤ 0.8 µm for product-contact surfaces (sterile products); Contamination Control Strategy document required | Follows EU GMP guidance for sterile; WHO TRS 908 for non-sterile packaging |
| Electronic records | 21 CFR Part 11: full ALCOA+ compliance, electronic signatures, audit trail | EU Annex 11: same ALCOA+ principles; CSA (Computer System Assurance) approach permitted from 2023 | WHO guidance TRS 996: ALCOA+ required; electronic systems must be validated |
| Validation approach | Process Validation Guidance (2011): Stage 1–3, includes continued process verification | Annex 15 (2015): DQ, IQ, OQ, PQ; periodic review required | TRS 992 Annex 3: IQ/OQ/PQ framework; qualification report required before commercial production |
| Batch record linkage | Master Batch Record (MBR) must reference packaging equipment parameters per 211.188 | Batch Manufacturing Record must include equipment ID, calibration status, and critical process parameters | Same as EU GMP; batch record review required before batch release |
| Change control | Any change to validated equipment or software requires documented impact assessment and potential revalidation | Change control per Annex 15 Section 13; minor changes may be handled via periodic review | Formal change control system required; WHO TRS 992 does not define “minor” change threshold explicitly |
Table 2: GMP compliance requirements for pill blister packaging machines across FDA, EU, and WHO frameworks. Significant differences exist in surface finish specifications and electronic record architecture.
A word on the EU GMP Annex 1 (2022) Contamination Control Strategy requirement. This is new in the revised version and catches a lot of buyers off guard. For packaging equipment used in sterile manufacturing environments, the CCS document must describe how the blister machine’s design prevents contamination — including how the product transfer path from filling station to sealing station is protected from environmental bioburden. This is a design-level requirement that cannot be addressed through procedural controls alone.
I worked with a biologics manufacturer in Malaysia in 2023 who was targeting both FDA and EMA markets simultaneously. The blister line they had specified was compliant with 21 CFR Part 11 but had no Contamination Control Strategy documentation from the supplier and an open product path between the filling and sealing stations. We had to add a local enclosure — a retrofitted barrier system — at a cost of approximately $34,000 and a 14-week delay in their IQ schedule. That conversation with the QD took about 40 minutes. I’m still not sure I convinced them the problem was entirely avoidable.

FDA pre-approval inspections of blister packaging lines increasingly focus on data integrity and 21 CFR Part 11 compliance — not just mechanical performance. An inspection-ready line requires complete electronic audit trails from day one of validation.
The User Requirement Specification: Your Only Protection Before Signing the Purchase Order
✅ Direct Answer
The User Requirement Specification is the legally and technically binding document that defines every GMP compliance requirement the supplier must satisfy before delivery. A URS that omits data integrity specifications, validation protocol deliverables, or software architecture requirements gives the supplier no obligation to provide them — and gives you no recourse when they are absent at IQ.
The URS is the document nobody wants to write before the excitement of ordering new equipment. I understand that. I’ve been in procurement meetings where the discussion moves immediately from “which machine?” to “when can we get it?” without passing through “what do we actually need it to do, documented in a way that creates contractual obligation?”
Of the 31 blister line projects I handled in Southeast Asia between 2018 and 2023, 11 required a significant specification change after IQ because the URS had not captured a GMP requirement that emerged during the qualification process. The average cost of those post-IQ changes was $28,000. The average delay was nine weeks.
A GMP-focused URS for a pill blister packaging machine must address at minimum:
- 1 Target regulatory framework: Which GMP applies? FDA 21 CFR Part 211 + Part 11? EU GMP Annex 1 + 11 + 15? WHO TRS 992? NMPA YBB standards? Multiple frameworks for multi-market products? Each has different implications for the control system architecture.
- 2 Electronic records specification: List every data type the machine generates (process parameters, alarm records, batch counters, reject counts, operator interventions) and specify the format, storage location, retention period, and access control for each. Reference 21 CFR Part 11 Subpart B or EU Annex 11 explicitly.
- 3 Validation protocol deliverables: Specify that the supplier must provide IQ protocol, OQ protocol, FAT protocol, SAT protocol, and a traceability matrix linking URS requirements to test scripts. “Machine comes with GMP documentation” is not a specification. A list of specific deliverables with defined format and review cycle is.
- 4 Change control freeze clause: Specify that no software or firmware changes may be made after FAT completion without a formal change control record, impact assessment, and written approval from your QA department. This prevents the firmware update problem I described earlier.
- 5 Calibration instrument list: Require the supplier to provide a full list of all instruments requiring calibration, their calibration frequencies, NIST-traceable calibration certificate format, and whether calibration due dates are enforced in the machine software.
- 6 GAMP 5 software categorization: Require a written statement categorizing the PLC application software (typically Category 4: configurable software) and the SCADA/HMI application (typically Category 4 or 5). This categorization determines the validation testing depth required and must be agreed before validation planning begins.
🧑 Forester’s Insight — 20-Year Field Perspective
I’ve reviewed URS documents from buyers across India, Vietnam, Indonesia, Brazil, and Nigeria. The most common missing element isn’t technical — it’s the change control freeze clause. Suppliers will push firmware updates during commissioning to fix bugs discovered during FAT. That’s reasonable. What’s not reasonable is doing it without a formal change record. Get the clause in the contract. It costs nothing. The absence of it has cost my clients an average of six weeks and $15,000 per occurrence. For our pill blister packaging machines, we provide a software version freeze certificate at FAT sign-off as a standard deliverable — not because regulators require it in that exact form, but because the projects that have it run smoother every time.
Physical Design Requirements: What a GMP Blister Machine Must Look Like Inside
✅ Direct Answer
A GMP-compliant pill blister packaging machine requires 316L stainless steel for all product-contact surfaces, minimum Ra 0.8 µm surface finish (≤ 0.4 µm for sterile applications), crevice-free construction with no hollow sections that cannot be validated as clean, accessible product path for visual inspection, and sealed electrical enclosures that prevent contamination ingress into the product zone.
The CDSCO reviewer cited ICH Q1A(R2) directly in one case I was involved with and asked why the packaging material’s interaction with the forming station’s contact surfaces hadn’t been addressed in the stability protocol. The dossier went back. Eight months later. That conversation started because a product-contact guide rail was made from anodized aluminum instead of 316L stainless — a detail in the machine specification that nobody had flagged during procurement.
Physical GMP design requirements for pill blister packaging machines break into five areas:
Material of Construction
Product-contact surfaces: 316L stainless steel minimum. This includes the filling station guide rails, the forming mold cavity edges where film contacts the tooling, the cut-and-stack mechanism, and any conveying surface that handles formed cards before they exit the machine. Non-contact structural components may use 304 stainless or coated carbon steel, but the line between “contact” and “non-contact” surfaces must be documented in the design qualification.
Surface Finish
Ra ≤ 0.8 µm for standard pharmaceutical packaging (oral solid dosage forms). Ra ≤ 0.4 µm for sterile product packaging environments. The supplier should provide a surface finish inspection report for all product-contact components as part of the IQ documentation package. If they cannot, it becomes a DQ non-conformance before IQ even begins.
Dead Zone Elimination
Dead zones are areas where product fragments, film debris, or lubricant can accumulate between batches and create cross-contamination risk. Good GMP machine design specifies: no horizontal ledges in the product zone, all internal angles ≥ 135° (to prevent particle accumulation), and no unsealed hollow tubes or structural members inside the product enclosure. This is a design review item during DQ — not something assessable during IQ after the machine has been built and shipped.
Cleanability and Cleaning Validation
The machine design must allow cleaning validation per your site’s standard approach (TOC swab method or HPLC rinse method). All product-contact surfaces must be reachable with cleaning tools. The supplier should be able to provide a cleaning validation support document (CVSD) identifying all critical surfaces, surface areas in cm², and recommended cleaning agents that will not degrade 316L stainless or the machine’s coated surfaces.
⚠️ Physical Design Diagnostic: GMP Non-Conformances at DQ/IQ
⚠️ Symptom: Cleaning validation cannot be completed — certain surfaces are inaccessible
Root Cause: Machine supplied with sealed enclosure panels that cannot be removed without tools, blocking access to forming station side rails and lower guide surfaces
Fix: Requires engineering modification to add hinged access panels. Cost: $4,000–$12,000 depending on enclosure design. If the machine has already been installed and validated at an intermediate level, any design change triggers a partial revalidation under EU GMP Annex 15. Prevention: include a “cleaning access verification” step in your FAT protocol before the machine leaves the supplier’s facility.
⚠️ Symptom: DQ non-conformance — guide rails are anodized aluminum, not 316L stainless
Root Cause: Supplier used standard food-grade spec rather than pharmaceutical-grade spec; URS did not explicitly require 316L for all product-contact surfaces
Fix: Replace guide rails before IQ. Two to four weeks lead time for custom 316L rails; $2,500–$8,000 cost. Prevention: specify “316L stainless steel for all product-contact surfaces as defined in the submitted contact surface list” in the URS, and require a material certificate (mill cert) for each component at DQ review.
GMP Compliance Across a Complete Turnkey Blister Packaging Line — Where Integration Creates Risk
✅ Direct Answer
When a pill blister packaging machine is integrated into a complete turnkey line with a cartoner, case packer, and serialization system, GMP compliance becomes a system-level requirement — not just a per-machine requirement. The interface between the blister machine and downstream equipment creates data integrity risks, timing synchronization issues, and validation scope questions that must be resolved at the system design level before any individual machine is qualified.
A blister machine passes IQ/OQ/PQ in isolation. Then it gets connected to a cartoner. The cartoner’s reject signal triggers a stop on the blister machine. Now there’s a machine interface — a signal pathway between two separately qualified systems. Does that interface need to be validated? Yes. Is it usually in the original validation plan? No. That gap shows up in about 60% of turnkey line projects I’ve been involved with where the blister machine and cartoner were procured separately and integrated on-site.
The solution is a System Integration Test (SIT) protocol, run after individual machine OQ is complete and before PQ begins on the integrated line. The SIT verifies that:
- Reject signals propagate correctly between machines and are logged in both systems’ audit trails
- Line speed synchronization does not cause blister card accumulation or starvation at the cartoner infeed
- Batch ID and lot number propagate from the blister machine’s batch record to the cartoner’s leaflet insertion confirmation and the case packer’s pallet label
- Emergency stop behavior at any point in the line does not create an unrecorded interruption in the blister machine’s process parameter log
For a complete turnkey pill blister packaging line, I recommend building the SIT protocol into the project validation plan from the conceptual design phase — before equipment specifications are finalized. The turnkey approach simplifies this significantly because a single supplier controls the interface design. When you’re integrating equipment from three different suppliers, the interface validation becomes three separate bilateral agreements about who owns the signal specification. That has cost projects I’ve seen an average of $40,000 in additional validation work.

A fully integrated GMP blister packaging line. Each machine-to-machine interface requires System Integration Testing — a validation step that is frequently omitted from initial project plans and becomes a costly addition during qualification.
How Long Does GMP Validation of a Pill Blister Packaging Line Actually Take?
✅ Direct Answer
From equipment delivery to PQ completion, a realistic timeline for a single pill blister packaging machine is 14–22 weeks for an FDA-regulated market, 18–28 weeks for an EU GMP Annex 1 environment, and 10–16 weeks for a WHO TRS 992-regulated market — assuming no major non-conformances during IQ or OQ. Integrated turnkey line validation adds 6–12 weeks for system integration testing and combined PQ runs.
The 14-week FDA case assumes: clean IQ with no software non-conformances, OQ with a pre-approved protocol and no worst-case failures requiring re-runs, three PQ batches with first-time pass on all acceptance criteria, and a QA review/approval cycle of no more than two weeks between phases. That is an optimistic scenario.
Of the 23 blister line validations I’ve directly supported or reviewed in the 2018–2024 period, only 7 completed within the original project timeline. The average overrun was 9.3 weeks. The most common cause — OQ re-runs due to parameter range failures discovered at high-speed or worst-case conditions that were not included in the original OQ protocol.
For a full breakdown of validation timeline factors, see our blister packaging line validation timeline guide, which covers the IQ/OQ/PQ schedule in detail including the impact of regulatory framework on overall duration.
“Project managers ask me for a validation timeline. I give them two numbers: the timeline if everything goes right, and the timeline if we hit the three most common non-conformances. The gap between those two numbers — typically 6 to 14 weeks — is the project risk they need to budget for. Nobody wants to hear the second number. But the projects that plan for it are the ones that actually launch on time.” — Forester Xiang, HIJ Machinery
GMP Compliance Variations by Region: What Changes for FDA, EMA, WHO, CDSCO, and ANVISA
✅ Direct Answer
Beyond the three primary frameworks (FDA, EU GMP, WHO), regional authorities including India’s CDSCO, Brazil’s ANVISA, and ASEAN national agencies impose their own requirements on blister packaging equipment validation — and several have tightened inspection standards significantly since 2020. A blister machine that passes FDA validation may still require additional documentation for CDSCO or ANVISA review, particularly around electronic record formats and local-language documentation requirements.
For comprehensive coverage of regional blister packaging regulations, see our detailed guide on pill blister packaging regulations across FDA, EU, and WHO markets. Below, I’ll focus on the three regional variations that I encounter most frequently in my project work.
CDSCO (India): Schedule M and the Zone IVb Problem
India’s revised Schedule M (effective from 2024) aligns more closely with WHO TRS 992 than the previous version but adds specific requirements around packaging area environmental monitoring and blister seal integrity testing frequency. CDSCO inspectors in 2022–2024 have increasingly requested stability data generated specifically under Zone IVb conditions (40°C/75% RH) for products packaged in PVC blister — a requirement that is relevant to the packaging machine specification because it affects whether the validated forming and sealing parameters remain valid for tropical distribution.
I saw this in a plant outside Pune in 2019. The stability data had been generated in Germany at 25°C/60% RH. The product was going to Maharashtra. Nobody had done the Zone IVb extrapolation. The packaging machine was fine. The dossier wasn’t.
ANVISA (Brazil): RDC 658/2022
Brazil’s ANVISA published RDC 658/2022, which updates GMP requirements for pharmaceutical manufacturing including packaging equipment. Key additions relevant to blister machines: mandatory real-time environmental monitoring in the packaging area with electronic data capture, and a requirement that packaging equipment change controls be submitted to ANVISA for assessment before implementation if they affect validated processes. This creates a longer change control cycle than FDA or EMA typically requires for equivalent changes.
ASEAN: PIC/S Membership and WHO GMP Equivalence
Most ASEAN member states (Thailand, Malaysia, Indonesia, Philippines, Vietnam, Singapore) are either PIC/S members or working toward PIC/S membership. PIC/S membership requires alignment with WHO GMP. In practice, this means a WHO TRS 992-validated blister line is generally accepted for ASEAN markets. The exception is Singapore’s HSA, which has adopted a parallel track for biological products that includes additional packaging equipment qualification requirements.
🌐 Regional GMP Authority Reference
- CDSCO: Revised Schedule M (2024)
- ANVISA: RDC 658/2022
- NMPA: YBB Standards (China)
- SFDA: Saudi Arabia GMP Guidelines
- PIC/S: PE 009 (ASEAN alignment)
- TGA: Australian Code of GMP
How to Specify a GMP-Ready Blister Machine: What the Purchase Order Must Include
✅ Direct Answer
A GMP-ready blister machine purchase order must contractually require: (1) a completed URS traceability matrix, (2) FAT protocol and report with GMP test steps, (3) IQ/OQ protocol templates pre-approved by your QA, (4) software validation documentation package per GAMP 5, (5) calibration certificate pack for all critical instruments, and (6) a software version freeze certificate at FAT sign-off. Without these six deliverables in the contract, the supplier has no obligation to provide them — and your validation team will spend the first six weeks of the project chasing documentation that should have arrived with the machine.
The pill blister packaging machine that your validation team can actually validate quickly is not the one with the most features. It’s the one that arrives with the documentation package already structured to match your validation approach.
At HIJ, our pill blister packaging machines are designed with cGMP compliance built into the design stage. The PLC architecture uses Siemens S7 series with native audit trail logging enabled. The HMI runs role-based access control with unique operator IDs and electronic signature capability. The calibration management module enforces calibration due dates at software level — machines will not allow a validated process to run if a critical instrument’s calibration is expired. These are not optional add-ons. They are standard.
That approach reflects a simple decision: it is cheaper to build the compliance capability into the machine than to let buyers discover it’s missing at IQ.
🧑 Forester’s Insight — 20-Year Field Perspective
Before signing any purchase order for a blister packaging machine, demand a URS review meeting where the supplier walks through every GMP requirement you’ve specified and confirms in writing how their design satisfies it. If they cannot do that before the order is placed, they definitely cannot do it after. The meeting takes three hours. The alternative is a validation cycle that takes three months longer than planned, and a remediation budget you didn’t put in your capex request. I’ve had that conversation with QDs across Southeast Asia and Latin America. The ones who held the review meeting had smoother projects. Every time.
Frequently Asked Questions: GMP Compliance for Pill Blister Packaging Machines
❓ Does a blister packaging machine need to be certified by the FDA?
FDA does not certify or approve individual pieces of packaging equipment. The manufacturer is responsible for validating the equipment for its intended use under 21 CFR Part 211. The machine must be capable of generating 21 CFR Part 11-compliant electronic records, and the validated process must be documented in the site’s pharmaceutical quality system. A CE mark or ISO 9001 certificate from the machine manufacturer does not constitute FDA compliance — that is a common misunderstanding I encounter frequently during RFQ reviews.
❓ What is the minimum documentation package a GMP blister machine supplier must provide?
The minimum package for a GMP-ready blister machine includes: Design Qualification (DQ) document or equivalent specification package, Factory Acceptance Test (FAT) protocol and signed report, IQ and OQ protocol templates, GAMP 5 software categorization statement, calibration certificates for all critical instruments (NIST-traceable), and a spare parts list with manufacturer part numbers. Suppliers who cannot provide all six before delivery are not GMP-ready suppliers, regardless of what their marketing materials state.
❓ Can a standard commercial blister machine be upgraded to meet GMP requirements?
Sometimes. It depends on the PLC architecture. If the existing PLC supports third-party SCADA integration with audit trail export, a software upgrade can address most 21 CFR Part 11 gaps at a cost of $18,000–$45,000. If the PLC is a proprietary closed system with no external data export capability, the control system must be replaced entirely — a project that costs $60,000–$120,000 and triggers a complete revalidation. Physical design gaps (material of construction, surface finish, dead zones) are generally not cost-effective to remediate on installed equipment. The honest answer: assess the machine against your URS before buying, not after.
❓ What is the difference between GMP compliance and GMP certification for blister packaging machines?
“GMP certification” for equipment does not exist as a formal regulatory concept — it’s a marketing term. GMP compliance is demonstrated through your site’s validation documentation (IQ/OQ/PQ), not through a certificate issued by the equipment manufacturer. A supplier who offers a “GMP certificate” for their machine is providing evidence that their manufacturing facility operates under GMP-like conditions, not that the machine itself meets your regulatory authority’s requirements for use in your facility. Those are two different things.
❓ How long does IQ/OQ/PQ validation take for a single blister packaging machine?
14–22 weeks for FDA-regulated markets under typical conditions. This includes: equipment delivery and installation (2–4 weeks), IQ execution and QA review (2–3 weeks), OQ execution at all parameter range levels (3–5 weeks), OQ report review and approval (1–2 weeks), PQ three-batch run (2–3 weeks), and PQ report review and batch release (2–4 weeks). Each non-conformance requiring re-testing adds 3–6 weeks to the cycle. See our validation timeline guide for a detailed phase-by-phase breakdown.
❓ What does 21 CFR Part 11 specifically require from a blister packaging machine?
21 CFR Part 11 requires that all electronic records generated by the machine satisfy ALCOA+ (Attributable, Legible, Contemporaneous, Original, Accurate, plus Complete, Consistent, Enduring, and Available). Practically, this means: unique user login IDs with no shared passwords, a complete audit trail of all parameter changes and operator interventions that cannot be altered or deleted at the operator level, electronically signed batch records, and records retained in a format that remains readable for the full regulatory retention period (minimum 3 years per 21 CFR Part 211.180, typically longer per product dossier requirements). Machines without these capabilities require software remediation before IQ can be completed.
❓ Does the blister machine’s supplier need to be FDA-registered?
No. FDA registration applies to drug manufacturers, not equipment suppliers. However, FDA inspectors may request the Equipment Service Agreement and supplier audit records during a pre-approval inspection. Having a supplier who has been audited by a regulated pharmaceutical company and can provide their audit response history is a meaningful advantage during FDA review — not a regulatory requirement, but practically useful.
❓ What blister packaging regulations apply to products going to multiple markets simultaneously?
Design to the most stringent applicable standard. For most multi-market scenarios involving FDA + EU GMP + WHO TRS 992, the effective ceiling is EU GMP Annex 1 (2022) combined with 21 CFR Part 11. A machine that satisfies both will generally satisfy WHO TRS 992 and most national authority requirements derived from WHO guidance. Document the design-to-standard decision in your DQ as a rationale statement, so QA reviewers in each market can see the compliance logic. Our regional blister packaging regulations guide covers the specific delta requirements for 12 markets in detail.
Your Blister Machine Should Arrive Validation-Ready
HIJ blister packaging machines ship with Siemens S7 PLC, 21 CFR Part 11-ready audit trails, role-based HMI access control, and a complete IQ/OQ protocol package — not as add-ons, as standard. Talk to Forester’s team about your GMP requirements before your next RFQ.