🔧 Field Troubleshooting Guide — S5
Blister Packaging Machine Troubleshooting: 8 Common Problems and Solutions
Forming cavities collapsing under pressure. Seal tears at 3 AM. Tablets bouncing out of the feeder at 180 blisters per minute. These are not random events — they are predictable failure patterns rooted in temperature miscalibration, film tension drift, and contaminated sealing surfaces. This guide breaks down the eight most common pill blister packaging machine faults, the exact root causes, and the fastest path back to production.
⚡ Direct Answer
The eight most common blister packaging machine problems are: forming defects, heat seal failures, tablet misfeed, punch and die jam, film tracking errors, PLC/alarm cascade faults, temperature zone drift, and waste strip breakage. Each has a specific root cause; most are preventable with documented temperature profiles, correct film tension settings, and scheduled sealing surface inspection every 250 hours.

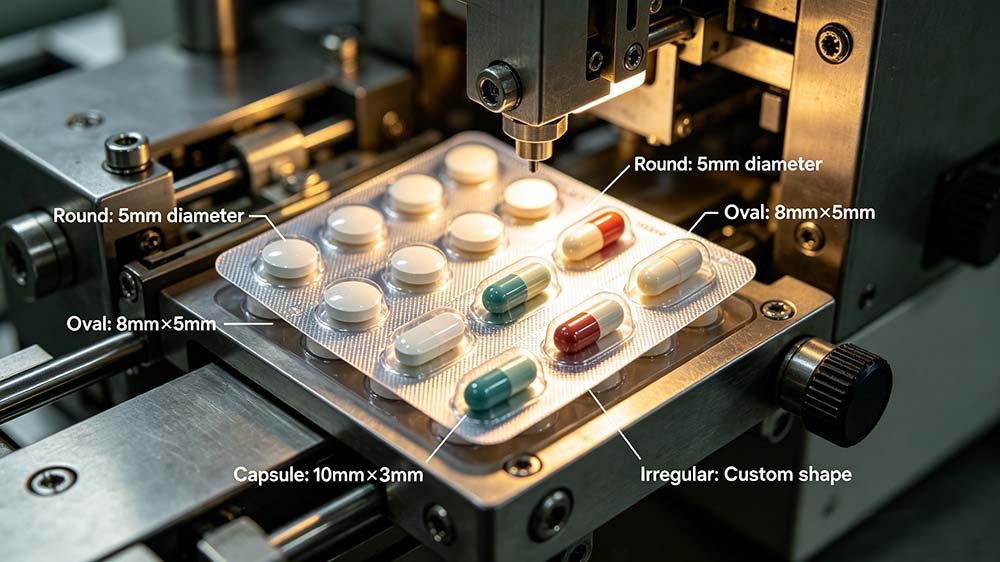
Field diagnosis on a blister packaging line: forming defects and seal integrity issues account for the majority of unplanned stoppages.
Why Most Blister Packaging Machine Problems Are Predictable — Not Random
Blister packaging machine problems and solutions have been catalogued across the pharmaceutical equipment industry for decades — and the same eight fault categories appear again and again across different machine brands, production environments, and product types. That is not a coincidence. It is a mechanical consequence of the fact that a blister line performs the same high-stress thermal and mechanical operations thousands of times per hour: heat forming, product loading, heat sealing, die cutting. Each operation creates a repeatable failure mode when a single parameter drifts outside tolerance.
I’ve received fault calls from facilities in Jakarta, Ho Chi Minh City, Nairobi, and outside Buenos Aires — and the conversation almost always starts with “something went wrong overnight.” In 20 years, I can count on one hand the number of genuine random failures. The rest had a traceable cause that had been building for days or weeks before the line stopped.
Three structural root causes account for the majority of blister packaging machine downtime:
- Thermal parameter drift — forming and sealing temperatures set once at installation and never re-verified as ambient conditions, film lots, or API fill weights change.
- Film tension inconsistency — unwind tension varies between film rolls due to core diameter differences, creating cavity geometry variation that neither the feeder nor the punch can compensate.
- Sealing surface contamination — residue from lidding foil adhesive, particulate from tablets, or corrosion on the sealing die that is never cleaned because the standard PM schedule only addresses it quarterly.
The eight problems below each map directly to one or more of these root causes. Fix the root cause — not just the symptom — and the fault stops recurring.
8 Common Blister Packaging Machine Problems, Root Causes, and Solutions
Problem 01 — Critical
Blister Forming Defects: Collapsed Cavities, Uneven Depth, Webbing
Forming defects are the highest-frequency fault on thermoforming blister lines. The cavity fails to form to the correct depth or collapses under product weight — causing tablets to shift inside the pocket, which triggers downstream fill detection alarms and ultimately seal-over-product defects. On standard 250 µm PVC film, a forming temperature deviation of just ±3°C from the validated set point is enough to change cavity wall thickness by 15–20%.
⚠ Root Causes
- Heating plate temperature sensor drift — PID controller reading 130°C, actual surface at 125°C
- New film lot with different plasticiser composition requiring revalidated temperature profile
- Plug-assist mechanism worn or mis-timed — plug contacts film before full heating cycle completes
- Forming mold cavity surface contamination (foil residue) preventing clean draw
✔ Solutions
- Verify heating plate surface temperature with calibrated contact thermometer (not PLC read-out alone) — recalibrate PID if deviation > 2°C
- Run a forming qualification trial on any new film lot before production: 5 cycles at nominal, +5°C, and −5°C
- Inspect plug-assist timing against OEM cam chart; replace worn plug guide bushings if lateral play > 0.3 mm
- Clean forming mold cavities with isopropanol wipe at each shift start
Problem 02 — Critical
Heat Seal Failure: Peel-Open Seals, Weak Bond Strength, Delamination
A failed heat seal is the most serious blister packaging machine problem from a GMP perspective. Under USP <1207> container closure integrity requirements, a seal failure is a product quality event — not just a production stoppage. Seal bond strength below 1.5 N/15 mm on standard PVC/Alu is typically the threshold where the seal is categorised as non-conforming during in-process testing.
⚠ Root Causes
- Sealing die temperature below validated minimum — most commonly caused by die surface contamination acting as thermal insulator
- Sealing pressure outside validated range (check pneumatic line pressure; regulators drift 0.05–0.1 bar per month in humid environments)
- Dwell time reduced by upstream feeder miscount — machine momentarily accelerates to recover pace, compressing seal dwell by 20–30 ms
- Lidding foil lot change — new foil has different heat-seal lacquer activation temperature
✔ Solutions
- Clean sealing die surface every 250 operating hours with approved solvent; inspect for micro-pitting under 10× loupe
- Install pressure gauge with data-logging at the sealing cylinder inlet; flag batches where line pressure drops below set point −0.05 bar
- Lock machine speed to a fixed rpm when seal dwell is critical — never allow catch-up mode on temperature-sensitive APIs
- Request heat-seal activation temperature certificate with every lidding foil shipment; re-qualify if foil lot changes

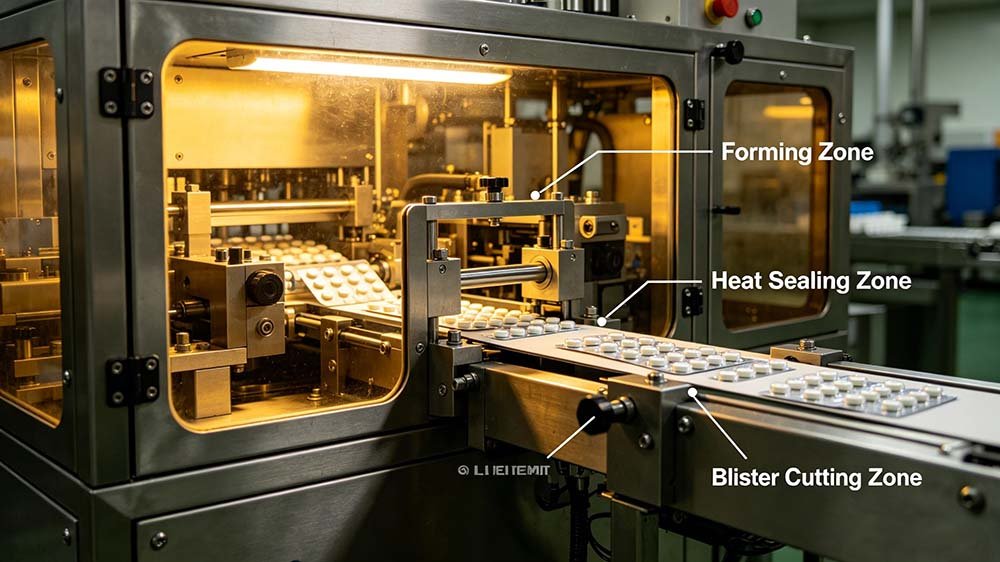
Sealing station inspection: die surface contamination is the leading cause of heat seal failures on pharmaceutical blister lines.
💡 Forester’s Insight — A 20-Year Engineer’s Perspective
The Integration Trap Nobody Warns You About
The most expensive seal failures I’ve diagnosed were not caused by a broken machine. They were caused by three machines that each worked perfectly in isolation — but failed when connected. Plants source their forming station from Vendor A, the sealing unit from Vendor B, and the punching module from Vendor C. Then they call me when everything “mysteriously” falls out of sync.
Multi-vendor integration failures account for over 60% of the downtime cases I’ve personally diagnosed across Southeast Asia and Latin America between 2018 and 2024. When a PLC protocol mismatch triggers a cascade fault at 3 AM before an FDA inspection, there is no single vendor to call. Just chaos.
Before chasing the cheapest standalone machine, demand full FAT/SAT documentation and verify that cross-module communication protocols are unified under one URS. At HIJ, our approach means one engineer, one responsibility, zero finger-pointing — so your line runs, not your warranty disputes. See how a fully integrated pill blister packaging machine eliminates these inter-module gaps by design.
Problem 03 — High Impact
Tablet Misfeed: Empty Cavities, Double-Fill, Bridging in the Feeder
Empty cavities reaching the sealing station are a GMP-critical event on pharmaceutical lines — sealed empty blisters must be 100% detected and rejected. Most modern machines use a photoelectric sensor or camera vision system above the sealing station for this purpose, but the root cause is always upstream: the feeder is not consistently placing one product unit per cavity.
⚠ Root Causes
- Brush speed misaligned with machine index speed — tablets pile up or skip cavities
- Tablet bridging in hopper due to high humidity causing static adhesion (common in facilities without HVAC control)
- Worn or damaged cavity tooling with burrs catching on tablet edges
- Vibrator feeder frequency set for previous product weight — not re-tuned after product changeover
✔ Solutions
- Re-calibrate brush speed ratio to machine index at every product changeover; document in batch record
- Install humidity monitor in hopper zone; set alert at 60% RH; add anti-static brush to hopper outlet if environment > 65% RH
- Inspect cavity tooling for burrs with 5× magnifier every 50 hours; replace if pocket radius shows measurable wear
- Log vibrator frequency settings per product in the changeover procedure, not just in the operator’s memory
Problem 04 — High Impact
Punch and Die Jam: Strip Misalignment, Blanking Defects, Burr Formation
Punch jams account for a disproportionate share of unplanned downtime because they combine mechanical damage (die wear, potential punch breakage) with quality risk (blister cards with incomplete punch-through). A jam that is cleared by forcing the machine through the cycle rather than removing the obstruction properly can deform the punch face — and you will not see the resulting microburst defects on finished cards without magnification.
⚠ Root Causes
- Film index registration drift — punch lands 0.5–1.5 mm off the blister card boundary
- Die clearance worn beyond 0.02 mm per-side tolerance, creating burrs that catch on the punch guide
- Insufficient punch lubrication — dry-running punches in high-cycle-rate applications wear within 2–3 million cycles
✔ Solutions
- Check film step advance against registration marks every 4 hours; re-tension film unwind if drift exceeds 0.3 mm
- Measure die clearance with pin gauges at each 500-hour PM; replace die set when clearance exceeds OEM limit
- Follow OEM lubrication spec for punch guide: food-grade grease, applied every 200 hours; never substitute with petroleum-based lubricants in clean-room environments
Blister Packaging Machine Fault Quick-Reference: All 8 Problems at a Glance
The table below maps each of the eight common blister packaging machine problems to its primary root cause, the fastest diagnostic check, and the severity level from a GMP and production standpoint.
| # | Blister Machine Problem | Primary Root Cause | Fastest Diagnostic Check | GMP Severity | Production Impact |
|---|---|---|---|---|---|
| 1 | Forming defects (collapsed/uneven cavities) | Heating plate temperature drift ±3°C | Contact thermometer vs. PLC read-out; run 5-cycle forming trial | High | Line stop |
| 2 | Heat seal failure (peel-open, delamination) | Die contamination or pressure drop | Peel-force test (target ≥ 1.5 N/15 mm); inspect die surface | Critical | Batch rejection |
| 3 | Tablet misfeed (empty cavities, double-fill) | Feeder speed mismatch or humidity bridging | Visual cavity inspection at 30 bpm; check RH in hopper zone | High | Batch rejection |
| 4 | Punch jam / blanking defect | Film index drift or die clearance wear | Check film step vs. registration mark; measure die clearance | Medium | Unplanned stop |
| 5 | Film tracking error (wandering, fold, tear) | Unwind tension inconsistency between rolls | Measure dancer roll position; check core OD on new roll | Medium | Rate reduction |
| 6 | PLC / alarm cascade fault | Multi-vendor PLC protocol mismatch or sensor failure | Read alarm log sequence — identify first fault code, not last | Variable | Line stop |
| 7 | Temperature zone drift (forming or sealing) | Heater element ageing, PID sensor calibration loss | Plot temperature trend log over 72 hours; check element resistance | High | Quality drift |
| 8 | Waste strip breakage | Incorrect die cut depth or worn stripper plate | Check die penetration depth vs. spec; inspect stripper spring tension | Low | Nuisance stop |
Film Tracking Errors, PLC Faults, Temperature Drift, and Waste Strip Failures
Problem 05
Film Tracking Error: Film Wandering, Folding, and Edge Tearing
Film tracking errors are the “slow burn” failure. The line keeps running — but cavity geometry drifts, seals become off-center, and scrap rate climbs from 0.3% to 4% before anyone notices. By then, you have a documentation problem alongside a mechanical one. Unwind tension is the single most underappreciated parameter on a blister line.
⚠ Root Causes
- Film roll core outer diameter varies between suppliers — changing the unwind arm geometry
- Dancer roll bearing worn — tension feedback loop becomes sluggish
- Guide roller misaligned during last tooling change
✔ Solutions
- Specify film roll core OD tolerance (±0.5 mm) in your film purchase specification; reject non-conforming rolls before production
- Replace dancer roll bearings at 2,000-hour PM intervals; do not wait for audible noise
- Check guide roller alignment with straightedge after every tooling change — build it into the changeover SOP
Problem 06 — Critical
PLC Alarm Cascade Fault: False Stops, Multi-Module Desync, Data Loss
PLC cascade faults are the most misdiagnosed category. The displayed alarm is almost never the root cause — it is the last fault the PLC logged before the line stopped. I spent four hours in a facility near Bandung in 2021 tracing a “forming station overtemp” alarm that was actually triggered by a servo positioning error in the punch module, which the multi-vendor PLC setup could not attribute correctly. The forming station had been fine the whole time.
⚠ Root Causes
- Multi-vendor PLC integration with no unified fault sequencing — alarm log shows final fault, not trigger event
- Proximity sensor aging — intermittent signal triggering false position alarms at high speed
- Ground loop interference in panel wiring causing spurious PLC inputs
✔ Solutions
- Always read the full alarm sequence log from first entry to last — the first alarm code is the root cause; all subsequent alarms are consequences
- Replace proximity sensors at 3,000-hour intervals regardless of apparent function — intermittent failure precedes total failure by weeks
- Have a qualified electrician audit panel wiring earthing annually; ground loop faults in high-humidity environments are common and rarely self-diagnose
Problem 07 — High Impact
Temperature Zone Drift: Gradual Degradation of Forming and Sealing Quality
Temperature zone drift is dangerous because it does not stop the line. The machine keeps running. Batch records show normal operating parameters. But the forming temperature has crept 8°C below the validated set point over three months as the heater element ages — and the stability data you are generating during this period is not representative of the validated process. I saw this exact scenario on a facility audit in West Java in 2022. Three months of production. All of it under review.
⚠ Root Causes
- Heater element resistance increasing with age — element draws less current, delivers less heat, but PID controller compensates by reading the setpoint as “met” from a degraded sensor
- Temperature sensor calibration drift over 12–18 months without recalibration
✔ Solutions
- Plot temperature trend logs weekly — not just batch-by-batch. A consistent downward drift of 0.5°C/month is invisible in single-batch records but obvious in a 30-day trend chart
- Calibrate all forming and sealing temperature sensors against NIST-traceable reference every 6 months; document in the calibration log
- Measure heater element resistance annually; replace if > 10% above baseline value from installation FAT document
Problem 08
Waste Strip Breakage: Nuisance Stops That Hide a Bigger Problem
Waste strip breakage is usually classified as a nuisance fault — low GMP severity, easy to restart. Wrong. Repeated waste strip breakage is a signal that die penetration depth or stripper spring tension has drifted outside specification. Left unaddressed, the same die wear that causes strip breakage will eventually cause incomplete blanking on finished cards, which is a GMP-critical defect.
⚠ Root Causes
- Die penetration depth set too deep — strip is being cut through rather than scored and separated cleanly
- Stripper plate spring tension reduced through compression-set over time
✔ Solutions
- Verify die penetration depth against OEM specification using feeler gauge; adjust in 0.05 mm increments; re-test with 10 consecutive cycles before releasing to production
- Replace stripper springs at every 1,000-hour PM; they are inexpensive relative to the diagnostic time their failure consumes

Temperature zone monitoring is the most underutilised diagnostic tool on pharma blister lines — trend data over 30 days reveals drift that batch records miss entirely.
“Over 60% of the blister line downtime cases I personally diagnosed between 2018 and 2024 traced to one root cause: multi-vendor integration failures. Not broken machines — broken communication between machines from different vendors, running on different PLC architectures, with no unified fault sequencing. A single-source line with unified URS eliminates this category of failure entirely.” — Forester Xiang, Founder, HIJ Machinery
How to Build a Predictive Fault Strategy — Before the Line Stops
Reactive troubleshooting is expensive. Every unplanned stoppage on a pharmaceutical blister line costs not just production time but potentially batch documentation integrity and GMP audit trail consistency. The goal is to detect the early signal of each fault category before it becomes a line-stopping event.
Of the 31 blister line projects I handled in Southeast Asia between 2018 and 2023, 18 had experienced at least one batch rejection attributable to a fault mode that had been generating early warning signals for days or weeks prior. In every case, the signals were there in the data — temperature logs, seal peel-force records, scrap rate trends — but nobody had set up a system to flag them. That is the gap between a reactive maintenance culture and a predictive one.
- Daily: Record forming temperature (contact thermometer), seal peel-force (3 cards per shift), and empty-cavity rejection count. Log in batch record — not operator notebook.
- Weekly: Plot 7-day temperature trend for all zones. Any downward drift >1°C/week triggers a heater element check and sensor recalibration verification.
- Every 250 hours: Clean sealing die surface; inspect under 10× loupe. Measure pneumatic pressure at sealing cylinder inlet. Check film unwind tension.
- Every 500 hours: Full die clearance measurement with pin gauges. Plug-assist mechanism inspection and cam timing verification. PLC alarm log review for recurring first-fault codes.
- Annually: Temperature sensor calibration against NIST-traceable reference. Heater element resistance measurement vs. FAT baseline. Full review of blister packaging machine maintenance checklist procedures for completeness.
The relationship between troubleshooting response and machine speed is direct. A line running at its validated output of 200 blisters per minute generates twice the mechanical wear per shift versus a 100-bpm line — and requires twice the diagnostic frequency. Review the pill blister packaging machine speed and output guide to understand how throughput targets affect maintenance intervals and fault risk for your specific line configuration.
Equipment used in pharmaceutical packaging must maintain a calibration and maintenance programme documented per EU GMP Annex 15 requalification requirements and 21 CFR Part 211.68 (automatic, mechanical, electronic equipment). Temperature sensor recalibration records, sealing die cleaning logs, and PLC alarm histories are all subject to inspection during GMP audits. Gaps in any of these records — even if the machine was performing correctly — are audit findings. Maintain records in your electronic batch record system with audit trail functionality per 21 CFR Part 11.

Documented troubleshooting and maintenance procedures are a GMP requirement, not a recommendation — every fault response must be logged with cause, corrective action, and verification.
When In-House Troubleshooting Is Not Enough: Escalation Criteria
Most of the eight fault categories above are addressable by a trained maintenance technician with proper tools and documentation. Some are not. The escalation criteria below are not a commentary on your team’s capability — they are about risk. Certain blister machine problems, if handled incorrectly, convert a recoverable fault into a validation deviation or permanent tooling damage.
Escalate to the machine manufacturer or a qualified field engineer when:
- Forming temperature cannot be stabilised within ±2°C of setpoint after heater element replacement and PID recalibration — possible die block thermal mass issue requiring engineering review.
- Seal peel-force is consistently below 1.2 N/15 mm despite die cleaning and pressure adjustment — the sealing die may need regrinding or replacement, which requires precision tooling.
- PLC alarm cascade repeats after sensor replacement and wiring inspection — root cause is likely a firmware or communication protocol issue requiring OEM access.
- Any fault that occurred during a GMP-regulated batch requires a formal deviation report — the corrective action must be documented and verified before the next batch, regardless of how “minor” the fault appeared.
HIJ’s service team provides remote diagnostic support within 4 hours and on-site field engineers deployable to Southeast Asia, the Middle East, and Latin America within 48–72 hours. The team holds full documentation of FAT/SAT parameters for every HIJ machine commissioned since 2018, which means remote diagnosis is faster — we already know the validated baseline your machine was set to.
Frequently Asked Questions: Blister Packaging Machine Troubleshooting
❓ What causes empty cavities in a blister pack?
Empty cavities are most commonly caused by feeder brush speed mismatch with machine index speed, product bridging in the hopper due to humidity above 65% RH, or worn cavity tooling with burrs that deflect tablets. Recalibrate brush-to-index speed ratio at every product changeover and document the setting in the batch record. Install a humidity monitor in the hopper zone if your facility lacks tight environmental control.
❓ How do I fix a weak or peeling blister seal?
A weak or peeling blister seal has three likely causes: sealing die surface contamination, pneumatic pressure below the validated minimum, or a lidding foil lot change that shifted the heat-seal activation temperature. Start by cleaning the die surface with an approved solvent, then measure sealing pressure at the cylinder inlet with a calibrated gauge. If the peel-force test still fails (<1.5 N/15 mm on standard PVC/Alu), check the lidding foil specification certificate and re-qualify the sealing temperature if the foil lot changed.
❓ Why does my blister machine keep alarming without an obvious fault?
Repeated alarms without an obvious fault are the signature of a PLC cascade failure — the alarm displayed is not the root cause but the last event logged before the stop. Always read the full alarm sequence log and identify the first fault code. In multi-vendor machines, the first fault often occurs in a module whose PLC does not communicate the cause clearly to the HMI, leading to a displayed alarm in a different module. If the first fault code points to a sensor, replace that sensor before assuming the mechanical system is at fault.
❓ How often should blister packaging machine sealing dies be cleaned?
Every 250 operating hours at minimum — more frequently in environments with high tablet dust or lidding foil adhesive residue. Inspect under a 10× loupe at each cleaning interval.
❓ What is the difference between a forming defect and a seal defect in blister packaging?
A forming defect occurs before the product is loaded: the cavity pocket does not form to the correct geometry, so the product does not fit correctly or shifts during transport to the sealing station. A seal defect occurs at or after the sealing station: the lidding foil is not adequately bonded to the forming web, creating a container closure integrity failure. Both are GMP-critical but have completely different root causes — forming defects trace to temperature, film, or tooling; seal defects trace to die condition, pressure, or dwell time. They require separate diagnostic paths and separate corrective action documentation.
❓ Can blister machine faults affect GMP compliance?
Yes — directly. Under 21 CFR Part 211 and EU GMP Annex 15, any deviation from validated operating parameters during production must be documented as a deviation event. A forming temperature that drifted 5°C below the validated range during a batch, a sealing pressure drop, or an empty-cavity rejection spike all require formal deviation documentation even if the finished product visually passes inspection. The absence of this documentation is itself an audit finding, independent of product quality.
❓ How do I reduce blister machine downtime long-term?
The most effective long-term downtime reduction strategy is converting from reactive to predictive maintenance: log temperature trends weekly, track seal peel-force per shift, and monitor scrap rate as a leading indicator rather than a lagging one. Most blister machine faults generate detectable early signals 48–72 hours before line stoppage. A structured blister packaging machine maintenance checklist with defined trigger thresholds — not just scheduled tasks — is the operational foundation of a low-downtime blister line.
🎯 Stop Troubleshooting. Start Preventing.
Is Your Blister Line Running at Its Validated Parameters?
HIJ’s engineers have diagnosed blister line faults across facilities in Southeast Asia, Latin America, the Middle East, and Africa. If your line is generating recurring faults, declining seal quality, or unexplained downtime — get a remote diagnostic call before your next batch. Or explore the DPP-260 pill blister packaging machine with unified PLC architecture that eliminates the integration failures behind 60% of pharma blister line downtime.