How to Choose a Pill Blister Packaging Machine: The 5-Variable Framework
Most buyers start with the wrong question. They ask, “What’s the price?” The machine that costs $15,000 less upfront can cost $200,000 more over three years in downtime, re-qualification fees, and film changeover waste. The right question is: does this machine fit my compliance roadmap, my API profile, and my production scale? This guide gives you the framework to answer that correctly—before you sign any purchase order.
To choose a pill blister packaging machine: (1) match output speed to your annual batch plan, (2) select forming type based on your cavity geometry, (3) confirm film compatibility with your API stability data, (4) verify the supplier’s GMP documentation package covers IQ/OQ/PQ, and (5) assess after-sales parts availability for your region. Learn more about the DPP-260 pill blister packaging machine built to these exact standards.

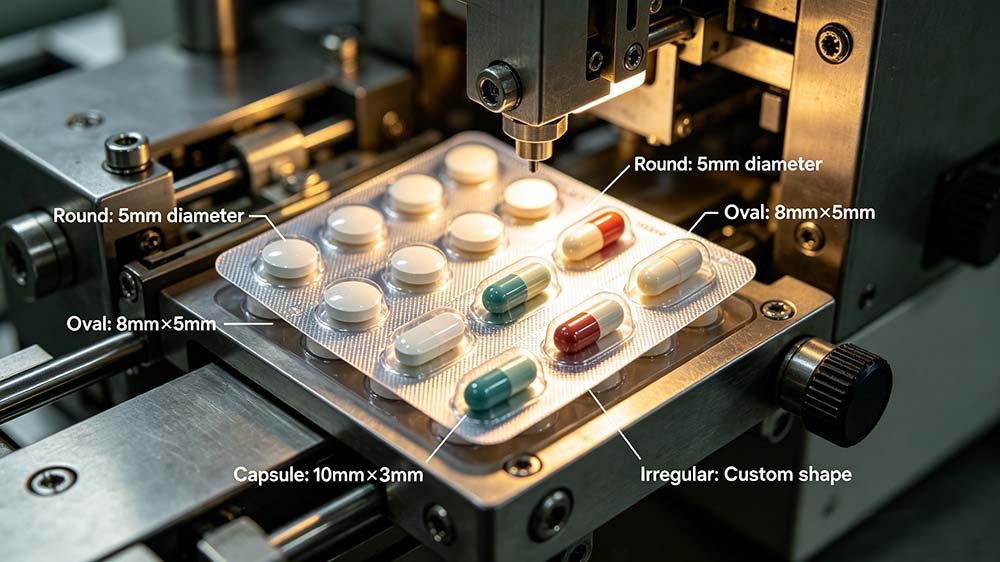
Figure 1 — The five-variable selection framework applied to a mid-speed pharmaceutical blister line.
What Is a Pill Blister Packaging Machine — and Why the Definition Matters for Selection
A pill blister packaging machine is a pharmaceutical-grade forming-sealing system that encloses individual dosage units—tablets, capsules, or soft gels—inside hermetically sealed cavities formed from a base film (typically PVC, PVDC, or cold-form aluminum laminate) and lidded with an aluminum foil. Output ranges from 20 blisters per minute for entry-level flat-plate models to over 800 blisters per minute for high-speed rotary systems. That 40x speed gap is the first reason “just buy a blister machine” is not a viable procurement instruction.
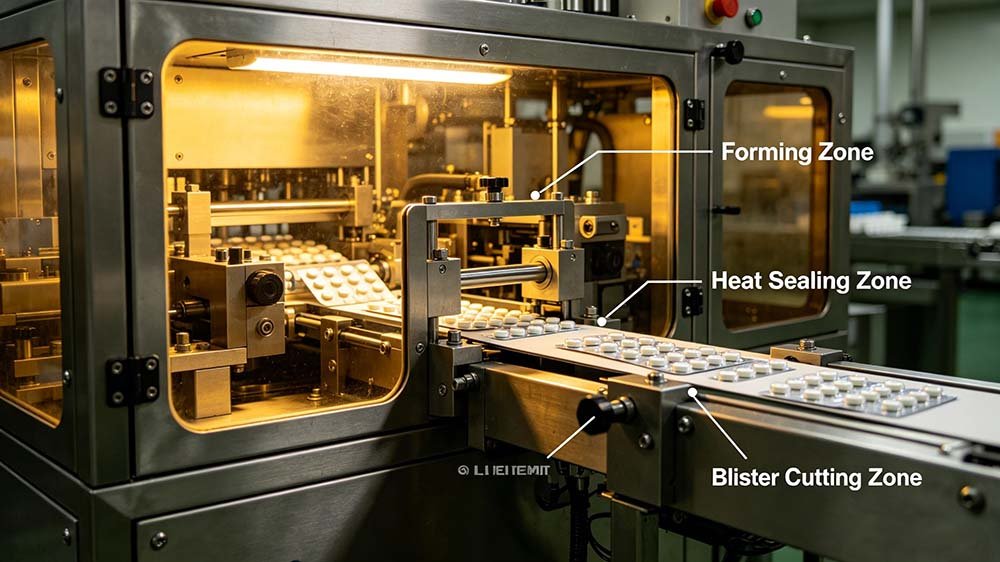
The definition matters here for a specific reason: buyers who conflate a pill blister packaging machine with a strip-packaging machine, a sachet filler, or a tray sealer will write the wrong User Requirements Specification (URS)—and arrive at the wrong shortlist. A pill blister packaging machine is defined by four core stations: forming, filling, sealing, and die-cutting. Any machine that does not have all four as integrated, synchronised stations is not a blister machine.
That seems obvious. It’s not. I reviewed an RFQ last year from a plant in West Africa that described a “blister packaging system” but specified a sealing temperature range of 120–135°C—appropriate for PVC lidding, not aluminum foil. The purchasing team had copied requirements from a strip-packaging project done three years earlier. Wrong machine. Wrong film. Wrong quote. Four months of rework.
“The most expensive mistake in pharmaceutical equipment procurement is not overpaying for the machine—it’s specifying the wrong machine class entirely, then discovering the error during IQ execution. At that stage, your project timeline has already lost 90 days and your validation budget is compromised before a single batch runs.” — Forester Xiang, Founder, HIJ Machinery
How Do I Match Pill Blister Machine Output Speed to My Production Requirements?
The number teams look at first is exactly the wrong number. Nameplate speed — the maximum blisters per minute printed on the datasheet — is a ceiling figure measured under ideal conditions with a single cavity format and no changeovers. Real-world effective output is typically 65–75% of nameplate speed once you account for format changeovers, film splice time, minor jams, and scheduled downtime windows.
Here is the calculation that actually matters. Take your annual batch plan: say 120 million tablets per year, packed in 10-cavity blisters, running a single 8-hour shift, 250 production days per year. That gives you 48,000 blisters per shift, or 100 blisters per minute at 100% utilisation. Apply a realistic 70% OEE factor and you need 143 blisters per minute nameplate speed—not 100. Buying a 120 BPM machine for this scenario produces a capacity shortfall on day one of production.
Of the 31 blister line projects I handled in Southeast Asia between 2018 and 2023, 11 required a capacity upgrade within 18 months because the original machine was sized against peak-rated output rather than real-world effective throughput. That is a 35% failure rate on a single selection criterion. The fix is not complicated—it just requires asking the right question at the RFQ stage.
| Speed Class | Nameplate Speed (BPM) | Effective Output at 70% OEE (BPM) | Typical Annual Capacity (10-cavity, 1 shift) | Typical Machine Type | GMP Documentation Level |
|---|---|---|---|---|---|
| Entry-Level | 20–60 BPM | 14–42 BPM | Up to 50 million tablets/year | Flat-plate, semi-auto | Basic CE, limited IQ/OQ pack |
| Mid-Speed | 60–180 BPM | 42–126 BPM | 50–150 million tablets/year | Flat-plate DPP, servo-driven | Full IQ/OQ/PQ, cGMP design |
| High-Speed | 180–400 BPM | 126–280 BPM | 150–350 million tablets/year | Roller blister machine | Full IQ/OQ/PQ + 21 CFR Part 11 |
| Ultra-High-Speed | 400–800+ BPM | 280–560+ BPM | 350+ million tablets/year | High-speed rotary, integrated line | 21 CFR Part 11 mandatory, GAMP 5 |
| OEE = Overall Equipment Effectiveness. BPM = Blisters Per Minute. Capacity estimates assume 10-cavity format, single 8-hour shift, 250 production days/year. | |||||

Figure 2 — Production planning session for a mid-speed pill blister line: nameplate speed vs. real-world OEE output.
Symptom: Machine cannot meet monthly batch targets despite “sufficient” nameplate speed.
Root cause: Capacity was sized against peak rated output, ignoring changeover time (typically 45–90 minutes per format), film splice downtime (8–12 minutes), and scheduled preventive maintenance windows (4–6 hours/month).
Fix: Recalculate required nameplate speed using the formula: Required BPM = (Target blisters/shift ÷ Shift minutes) ÷ Target OEE. For most pharma environments, use 0.65–0.70 as your OEE factor, not 0.85+.
Symptom: Line runs at full speed for two weeks, then throughput drops 20–30% after format changeover.
Root cause: Machine was not specified with quick-change tooling. Manual changeover on a flat-plate DPP machine without modular mold sets takes 2–4 hours vs. 30–45 minutes with a proper quick-change system.
Fix: Add “quick-change mold system with ±0.05 mm repeatability” to your URS as a mandatory requirement, not an option.
Flat-Plate vs. Roller Blister Machine: Which Forming Type Fits Your Pill Profile?
Flat-plate forming machines (the DPP family) use a heated plate that descends and presses the base film into a fixed mold cavity. Roller machines use continuous rotating drums to form cavities as the film passes through. The choice between them is not primarily about speed—it is about the geometry tolerance your product requires and the flexibility you need across multiple formats.
Flat-plate machines hold cavity depth tolerance to ±0.1 mm across the full forming area. For irregularly shaped tablets, oblong capsules, or soft gels with dimensional variance above 0.3 mm, that precision matters. It prevents product rocking inside the cavity during sealing, which is the primary cause of incomplete seal integrity in pharmaceutical blister lines. Roller machines are faster but cavity depth tolerance runs ±0.3–0.5 mm—acceptable for standard round tablets, problematic for anything with a non-standard cross-section.
I won’t tell you the choice is simple. A plant in Kuala Lumpur asked me in 2021 to help specify a machine for three products simultaneously: a 10 mm round tablet, a size-0 hard capsule, and a 14 mm oblong coated tablet. A single roller machine could not handle all three within acceptable defect rates. A flat-plate DPP machine with three sets of interchangeable forming molds handled all three—with a 55-minute changeover between formats and a verified seal integrity pass rate above 99.4% on all configurations.
The DPP-260 automatic blister packing machine uses this flat-plate principle with servo-driven forming pressure control, which allows independent adjustment of temperature, pressure, and dwell time per format—a specification that becomes non-negotiable when your product range includes heat-sensitive APIs.
The Direct Answer on Forming Type
The direct answer: For multi-product pharmaceutical plants running three or more formats, flat-plate DPP machines with interchangeable tooling deliver lower lifetime cost than roller systems, even when the roller machine carries a lower capital price. The ROI crossover point is typically at 18–24 months, when you include tooling costs, changeover validation cycles, and the cost of rejected blisters from cavity-depth mismatch.
The field experience: In my 20 years auditing pharmaceutical plants across Southeast Asia and Latin America, the costliest mistakes were not made on the production floor — they were made at the purchase order stage. Buyers chase a low unit price, only to discover the machine ships without a proper IQ/OQ validation package, lacks cGMP-compliant contact-part documentation, or runs on a proprietary PLC protocol that no local integrator can support. That “affordable” standalone machine quietly fails your FDA or EU GMP pre-inspection, costing months of downtime and re-qualification fees that dwarf the original savings.
The strategic advice: Before signing any contract, demand a full URS review, confirmed FAT/SAT protocols, and a clear after-sales parts commitment. At HIJ, our philosophy is simple: deliver turnkey blister line integration—from forming to cartoning—built to European standards, priced for real-world pharmaceutical manufacturers.
PVC, PVDC, or Alu-Alu: How Do You Choose the Right Blister Film for Your API?
Standard PVC film at 250 μm passes 4–6 g/m²/day moisture vapour transmission (MVTR). That is the number that determines whether your stability data holds in tropical markets. For a hygroscopic API at 75% RH — the condition defined by ICH Q1F for Zone IVb climatic regions covering most of Southeast Asia, sub-Saharan Africa, and northern South America — PVC packaging does not provide barrier protection. It slows the degradation curve. It does not stop it.
PVDC-coated PVC drops MVTR to 0.2–1.0 g/m²/day, depending on coating weight (typically 40–90 g/m² PVDC). Cold-form Alu-Alu laminate film cuts MVTR to 0.02–0.05 g/m²/day — a 100x improvement over standard PVC. That difference is not marginal. For moisture-sensitive drugs including effervescent tablets, hygroscopic APIs, and certain biologics, Alu-Alu cold-form blistering is the only packaging configuration that gives you a realistic path to 24-month Zone IVb shelf-life data.
The machine implication: a standard thermoforming blister machine cannot run cold-form Alu-Alu. Cold-form requires a dedicated cold-forming station that uses mechanical pressure — not heat — to shape the aluminum laminate. If your target markets include any Zone IVb country and your API has a moisture uptake rate above 0.3% w/w at 75% RH, you need to specify Alu-Alu compatibility at the machine selection stage, not after stability data returns at month 12. The HIJ Alu-Alu blister packing machine is purpose-built for exactly this requirement.

Figure 3 — Film material selection matrix: MVTR comparison across PVC, PVDC-coated PVC, and cold-form Alu-Alu for pharmaceutical pill packaging.
ICH Q1A(R2) defines the stability testing conditions for climatic zones I–IVb. Zone IVb (40°C/75% RH) is the reference condition for most of Southeast Asia, sub-Saharan Africa, and parts of Latin America. Packaging selection must be validated to the most demanding zone in your target market distribution plan. FDA 21 CFR Part 211.94 requires that container–closure systems be shown to protect the drug product adequately under the labeled storage conditions. EU GMP Annex 1 (2022 revision) additionally requires packaging integrity testing per ASTM F2338 or equivalent for sterile products.
What GMP Documentation Must a Pill Blister Packaging Machine Supplier Provide?
A CDSCO reviewer in Hyderabad cited ICH Q1A(R2) directly during a pre-approval inspection in 2022 and asked why Zone IVb stability data was absent from the dossier for a product targeting Maharashtra distribution. The dossier went back. Eight months later. The packaging equipment had been delivered on time. The documentation had not been specified correctly at procurement.
Minimum GMP documentation for a pharmaceutical pill blister packaging machine purchase includes: design qualification (DQ) documents, factory acceptance test (FAT) protocol with sign-off records, installation qualification (IQ) protocol, operational qualification (OQ) protocol, and a contact-parts material list with certificates of conformance confirming food-grade or pharmaceutical-grade stainless steel (typically AISI 316L) and FDA-compliant seals and gaskets. If the supplier cannot provide all of these as standard deliverables, that is not a documentation gap—it is a supplier maturity gap.
- Design Qualification (DQ) document: Confirms the machine design meets your URS. Must reference specific regulatory standards (EU GMP Annex 15, WHO TRS 992 Annex 3).
- FAT Protocol & Executed Report: Factory acceptance test conducted at supplier premises before shipment. Includes forming temperature validation, seal integrity test (ASTM F2338 or dye penetration), and speed verification at nameplate BPM.
- IQ Protocol Template: Pre-written installation qualification protocol covering utilities, environmental conditions, equipment identification, and calibration records.
- OQ Protocol Template: Operational qualification covering speed range verification, temperature uniformity across the forming plate (±2°C tolerance), sealing pressure calibration, and alarm system function tests.
- Contact-Parts Material Certificates: COC for all product-contact surfaces. AISI 316L stainless steel minimum. FDA 21 CFR 177.2600-compliant gasket materials.
- CE Declaration of Conformity (if EU-destined): Must reference Machinery Directive 2006/42/EC and, where applicable, ATEX Directive 2014/34/EU for dusty environments.
- Software validation package (if 21 CFR Part 11 applies): GAMP 5 category classification for the PLC/HMI software, user access management documentation, and audit trail specification.
Step-by-Step: How to Write a URS for a Pill Blister Packaging Machine That Actually Works
A QA director in São Paulo called me in 2023. Their newly installed blister line had passed IQ and OQ without issue—but the PQ batches were failing seal integrity at a 3.2% defect rate. The sealing station was performing within its specified parameters. The problem was that nobody had specified the required sealing pressure range for the specific PVC film gauge they were using. The URS said “suitable for PVC/Alu foil sealing.” That is not a specification. That is a wish.
A URS that works defines measurable performance criteria for every critical process parameter. Here is the framework I use.
-
1
Define Product Parameters First
List every dosage unit the machine must handle: dimensions (length × width × height in mm), weight range (mg), shape (round, oval, oblong, capsule), coating type (uncoated, film-coated, enteric-coated), and any surface fragility requirements. For capsules, specify whether hard-shell (HPMC or gelatin) or soft gel. Specify the maximum acceptable breakage/chip rate at the filling station—industry benchmark is <0.05%.
-
2
Specify Film Compatibility with Measurable Ranges
Do not write “compatible with PVC and Alu foil.” Write: “Forming film: PVC 250 μm ±10 μm; PVDC/PVC 250/90 g/m²; or OPA/Al/PVC 25/45/60 μm cold-form laminate. Lidding foil: 20 μm hard-temper aluminum with heat-seal lacquer, compatible with PVC and Alu base films. Sealing temperature range: 160–220°C (±2°C uniformity across sealing plate). Sealing pressure range: 200–600 N/cm².”
-
3
Define Throughput as a Range, Not a Peak
State minimum and maximum required output: “Operating range: 60–160 BPM at format X (10-cavity, 57 × 90 mm). Speed adjustment: stepless servo control, not fixed-speed mechanical.” If you have multiple formats, list each one with its cavity count and expected operating speed. This forces the supplier to confirm compatibility across your full product portfolio, not just the flagship SKU.
-
4
List Regulatory Markets Explicitly
Write: “Machine must support IQ/OQ/PQ execution per EU GMP Annex 15 and WHO TRS 992 Annex 3. If supplying to the US market: 21 CFR Part 11 audit trail on HMI is mandatory. CE marking per Machinery Directive 2006/42/EC required for EU registration.” Do not assume the supplier knows your target markets unless you state them explicitly in the URS.
-
5
Demand After-Sales Commitments in Writing
Specify: minimum spare parts inventory commitment (typically 2-year stock at supplier), remote diagnostic capability (Ethernet or VPN-based PLC access), on-site commissioning duration (minimum 5 days at buyer’s facility), and training scope (minimum 8 hours for operators, 16 hours for maintenance staff). These are not “nice to haves”—they are the difference between a 2-week and a 6-month validation timeline when something unexpected happens post-installation.

Figure 4 — URS drafting session for a pharmaceutical blister line: specification depth directly determines validation timeline and regulatory risk.
After-Sales Support and Parts Availability: The Selection Criterion That Most Buyers Ignore Until It’s Too Late
A procurement director in Jakarta showed me the sheet in 2019. The competing supplier’s machine: $18,500 cheaper. Same nameplate speed. Similar documentation package. The difference? The cheaper machine ran a proprietary PLC protocol that required a manufacturer-supplied technician for any firmware update—and the manufacturer’s nearest support hub was in Shanghai, with an average 3-week response time for on-site visits.
I asked what a week of blister line downtime cost. They calculated it: $34,000 in lost production, $8,000 in batch disposal, and $12,000 in emergency labor. $54,000. For one week. The $18,500 saving paid for less than four days of downtime. Nobody had run that number before the purchase order.
After-sales depth is not a soft criterion. It is the single variable with the highest financial impact over a machine’s operational life. Evaluate it with the same rigour as speed and GMP documentation. The questions that matter: Does the supplier stock forming molds and sealing dies for your format locally or at their factory? What is the quoted lead time for a replacement sealing plate? Is the PLC a standard Siemens S7 or Allen-Bradley platform that any qualified engineer can service, or a proprietary black-box system? Does the machine ship with an exploded-parts diagram and full electrical schematic? For HIJ’s approach to after-sales support, these commitments are defined at contract stage, not discovered post-installation.
Symptom: Supplier quotes “3–5 business days” for spare parts delivery but cannot name a regional distributor or warehouse location.
Root cause: Parts are manufactured or sourced on-demand, not stocked. “3–5 business days” assumes no manufacturing backlog and no customs clearance delay—neither of which is guaranteed for cross-border pharmaceutical equipment parts.
Fix: Request a formal spare parts stocking commitment letter specifying minimum inventory levels for the 20 highest-wear components (forming mold sets, sealing plates, feed brushes, feed plates, foil guides, cutter blades). If the supplier declines, factor a 4–8 week average downtime risk into your ROI model.
Symptom: Machine runs on a proprietary HMI system with no standard PLC brand identified on the specification sheet.
Root cause: Proprietary controls create permanent supplier dependency for software updates, audit trail modifications, and 21 CFR Part 11 compliance adjustments. This is not a compliance risk today—it becomes one when your regulatory market requirements change, which they will.
Fix: Require Siemens S7, Allen-Bradley (Rockwell), or Mitsubishi Q-series PLC as a mandatory URS specification. These platforms have certified local integrators in virtually every pharmaceutical manufacturing market globally.
Symptom: Supplier does not offer an on-site FAT option and ships machines with a “commissioning by video call” policy.
Root cause: This is a cost-reduction measure on the supplier side. It transfers the commissioning risk entirely to the buyer. Video call commissioning cannot catch mechanical alignment issues, vibration signatures, or electrical grounding faults that appear only under load conditions at the installation site.
Fix: Insist on physical FAT at the supplier factory and SAT at your facility as contractual requirements. Budget for these—they typically add $4,000–$12,000 to project cost but de-risk your validation timeline by 30–60 days.
Total Cost of Ownership: What You’re Actually Paying For Over 10 Years
The capital purchase price of a mid-speed pharmaceutical pill blister packaging machine ranges from $18,000 to $85,000 depending on output class, GMP documentation depth, and forming type. That purchase price represents approximately 25–35% of the true 10-year cost of ownership for most mid-volume pharmaceutical producers.
The remaining 65–75% breaks down across four cost centres that rarely appear on the purchase evaluation: tooling and changeover costs ($8,000–$25,000 over 10 years for a 3-format operation), validation and re-qualification expenses ($15,000–$40,000 per major change, plus $5,000–$15,000 for each format addition), consumable film waste due to setup and changeover ($0.003–$0.009 per blister, multiplied by millions of blisters per year), and maintenance and repair labour ($6,000–$18,000 annually for a machine running two shifts). These numbers are not theoretical—they come from the plant data I reviewed across 31 Southeast Asian projects between 2018 and 2023.
The implication for selection: a machine that costs $12,000 more upfront but reduces format changeover time from 3 hours to 45 minutes, runs standard Siemens PLC, ships with a full IQ/OQ package, and carries a 3-year parts stocking commitment will, in most mid-volume pharmaceutical environments, deliver a lower 10-year TCO than the cheaper alternative. The math is not close. See the detailed breakdown in our pill blister packaging machine cost guide.
| Cost Category | Standard Machine ($) | Full-GMP Machine ($) | Difference | Key Variable |
|---|---|---|---|---|
| Capital purchase price | $28,000 | $42,000 | +$14,000 | Documentation depth, servo control |
| IQ/OQ/PQ validation (initial) | $18,000–$35,000 | $8,000–$15,000 | –$12,000 to –$20,000 | Pre-written protocols reduce consultant time |
| Format changeover labour (10 yr) | $28,000–$55,000 | $10,000–$18,000 | –$18,000 to –$37,000 | Quick-change tooling reduces changeover time |
| Maintenance & spare parts (10 yr) | $45,000–$90,000 | $28,000–$50,000 | –$17,000 to –$40,000 | Standard PLC, stocked parts reduce downtime |
| Unplanned downtime cost (10 yr) | $80,000–$180,000 | $20,000–$60,000 | –$60,000 to –$120,000 | Remote diagnostics, parts availability |
| Total 10-Year TCO (est.) | $199,000–$388,000 | $108,000–$185,000 | –$91,000 to –$203,000 | — |
| Estimates based on mid-speed (80–160 BPM) flat-plate DPP machine, 2-shift operation, 3-format product range, Southeast Asian/Latin American market. Downtime cost calculated at $34,000/week lost production (industry median for 100M tablet/year operation). | ||||
Frequently Asked Questions: Choosing a Pill Blister Packaging Machine
❓ What is the most important factor when choosing a pill blister packaging machine?
The most important factor is matching the machine’s GMP documentation package to your regulatory target market—not speed, not price. A machine that cannot support IQ/OQ/PQ execution under EU GMP Annex 15 or WHO TRS 992 Annex 3 will fail your pre-approval inspection regardless of its technical performance. Speed and price matter only after compliance compatibility is confirmed.
❓ How many blisters per minute does a pharmaceutical pill blister machine typically produce?
Output ranges from 20 BPM for entry-level semi-automatic machines to 800+ BPM for high-speed rotary systems. Mid-range flat-plate DPP machines — the most common class for small-to-mid pharmaceutical manufacturers — typically run 60–180 BPM at nameplate speed. At 70% OEE (the realistic operating efficiency for most pharma environments), expect effective throughput of 42–126 BPM. For a 100-million-tablet-per-year plant running one 8-hour shift, a machine with 120–150 BPM nameplate speed is typically the right sizing. See our full throughput guide in the pill blister packaging machine speed & output guide.
❓ Can one pill blister packaging machine handle both PVC and Alu-Alu films?
Not on a standard thermoforming machine. Cold-form Alu-Alu requires a dedicated cold-forming station using mechanical pressure, not heat. Some machines are available in “combination” configurations with both thermoforming and cold-forming capability, but these add $20,000–$45,000 to the capital cost and require significantly longer changeover time between film types. For most pharmaceutical manufacturers, a cleaner approach is to specify the primary film type based on your highest-priority product’s stability requirement, then consider a second dedicated machine if your portfolio genuinely requires both film classes.
❓ What is the difference between a flat-plate and a roller blister packaging machine?
A flat-plate machine uses a heated die plate that descends onto the PVC film to form cavities, offering cavity-depth tolerance of ±0.1 mm and superior suitability for irregular shapes. A roller machine uses continuous rotating drums for higher throughput but wider cavity depth tolerance (±0.3–0.5 mm). Flat-plate machines are preferred for multi-format pharmaceutical operations; roller machines suit high-volume, single-format round-tablet production. Read the full technical comparison in our flat vs. roller blister packaging machine guide.
❓ How long does it take to validate a newly installed blister packaging machine?
For a mid-speed pharmaceutical blister line with full IQ/OQ/PQ documentation, expect 8–16 weeks from equipment delivery to validated state—assuming the supplier delivers pre-written IQ/OQ protocol templates and the machine passes FAT without major deficiency findings. Plants that purchase machines without pre-written validation protocols and then hire external consultants to write them from scratch typically spend 20–28 weeks on qualification, with consultant fees of $15,000–$35,000. The supplier’s documentation package quality is the primary driver of validation timeline compression.
❓ What does a turnkey pill blister packaging line include?
A turnkey line typically integrates: (1) a vibratory or brush-type tablet/capsule feeder, (2) the blister forming-sealing-cutting machine, (3) a conveyor-fed blister cartoning machine, and optionally (4) an inline vision inspection system for seal integrity and tablet presence verification, plus (5) a batch coding and serialisation unit. HIJ’s turnkey approach also includes line-level IQ/OQ documentation covering the full integrated system, not just individual machine units. This matters because a regulator inspecting your packaging line will audit the system, not each machine in isolation.
❓ What questions should I ask a blister machine supplier before buying?
Seven questions that separate serious suppliers from catalogue vendors: (1) What PLC brand and model does the machine use? (2) Do you provide FAT protocol templates and will you sign executed FAT records before shipment? (3) What is your lead time for replacement forming molds and sealing plates? (4) Do you stock spare parts at a regional warehouse, and for how many years post-purchase? (5) Can you provide references from two pharmaceutical customers in my target regulatory market? (6) Does your IQ/OQ/PQ package reference EU GMP Annex 15 or WHO TRS 992 Annex 3 explicitly? (7) What is your on-site commissioning and training scope? If a supplier hesitates on more than two of these, that is the answer you need.
Ready to Specify Your Pill Blister Packaging Machine?
Get a URS review and personalised machine recommendation from Forester’s team. We’ve commissioned blister lines in Jakarta, Nairobi, São Paulo, and Manila — and we know what your regulatory market actually requires.