Pill Blister Packaging Machine Speed & Output: What the Spec Sheet Doesn’t Show You
Rated mechanical speed is a starting point — not a production promise. This guide breaks down how pill blister packaging machine throughput is calculated, where output gets lost, and what net OEE you should realistically plan around when sizing your line.
What Does “Pill Blister Packaging Machine Speed” Actually Mean?
Pill blister packaging machine speed describes the number of blister cards the machine can physically produce per minute under ideal conditions — with no feeding interruptions, no film changeovers, and no reject events. The DPP-260, for example, carries a rated mechanical speed of up to 260 forming strokes per minute, translating to roughly 420–520 finished blister cards per minute depending on cavity layout. That number is real. It is also the least useful number in your production planning spreadsheet.
Three years ago, a production manager from a mid-size pharma plant in Surabaya sent me his shift reports. His line spec said 420 cards/min. His actual output over the prior quarter averaged 231 cards/min. That’s a 45% gap — and nobody on his team had flagged it as abnormal, because they’d never known what to expect. The spec sheet hadn’t told them.
Understanding blister machine throughput starts with separating two numbers that are almost always conflated: mechanical speed (what the forming station can physically do) and net output rate (what actually reaches your finished-goods pallet after accounting for all real-world losses). Every procurement decision should be made using the second number.
 Factory floor output calculation setup — rated mechanical speed versus net blister packaging throughput comparison.
Factory floor output calculation setup — rated mechanical speed versus net blister packaging throughput comparison.
The Two Components of Machine Speed
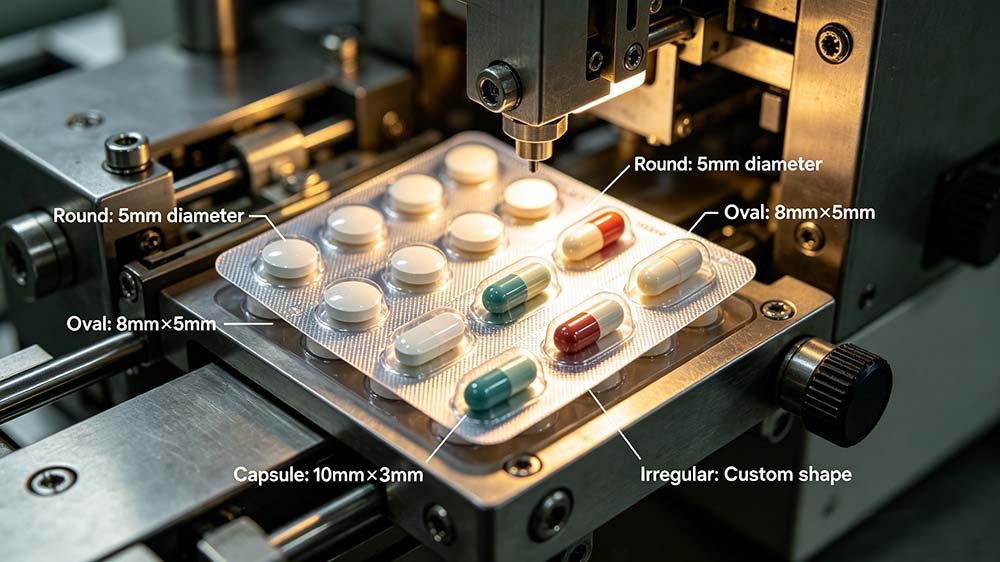
Forming strokes per minute refers to how many times the forming die completes one full compression or thermoforming cycle each minute. On a flat-plate DPP machine, each stroke typically produces one batch of cavities — so a 260-stroke-per-minute machine with a 2×5 cavity mold produces 2,600 individual pill pockets every 60 seconds. On a rotary drum machine, the equivalent figure is expressed as drum revolutions per minute.
Cards per minute is the commercially quoted figure — it represents finished, cut, sealed blister cards exiting the die-cutting station. The relationship between forming strokes and cards per minute depends entirely on your mold design: how many rows across, how many cavities per row, and what your planned card size is. A 1×10 card layout on a 260-stroke machine gives you 260 cards/min. A 2×10 gives you 260 cards/min of a larger card. Same mechanical speed; very different card count per unit time.
This matters. Immediately. A vendor quoting “520 cards per minute” may simply be using a 2-up mold at 260 strokes. The underlying machine is identical. The output figure is double. Demand both numbers — strokes and cavity count — before comparing specifications across suppliers.
How to Calculate Your Real Blister Line Output: The OEE Framework
Real net output from a pill blister packaging machine equals rated speed multiplied by three OEE factors — Availability, Performance, and Quality — and the combined result typically falls between 52% and 88% of nameplate capacity, depending on how well the feeding, sealing, and downstream cartoning systems are synchronized.
Overall Equipment Effectiveness (OEE) is the standard framework for translating spec-sheet speed into production-planning numbers. It’s not a pharmaceutical-specific metric — it comes from manufacturing engineering — but it fits blister line analysis precisely. OEE multiplies three independent loss factors to give you a single net efficiency percentage.
Net Output = Rated Speed × Availability% × Performance% × Quality%
Where: Availability = uptime ÷ planned time | Performance = actual rate ÷ rated rate | Quality = good cards ÷ total cards producedOf the 31 blister line commissioning projects I handled across Southeast Asia between 2018 and 2023, the average OEE at 90 days post-installation was 63%. The bottom quartile ran below 52%. The top quartile — all of them fully integrated turnkey lines with synchronized feeding and cartoning — reached 82–88%. The machine’s rated speed was not the differentiating variable. Integration was.
Availability: Changeover Time Is the Biggest Hidden Loss
Availability measures what fraction of your planned production window the machine is actually running. The main killers: scheduled changeovers, unplanned film breaks, mold swaps, and batch start-up waste. On a line running three SKUs per eight-hour shift, changeover can consume 35–55 minutes total — cutting availability to roughly 88–85% before you’ve even started counting performance losses. Mold-change tooling design is the biggest lever here. Quick-release tooling — 8 to 12 minute mold swaps instead of 35 to 45 — moves availability from 84% to 93% on a multi-SKU schedule. That single improvement, applied to a 300-card/min rated machine running two shifts, is worth 86,400 extra cards per week.
Performance: Why Your Machine Runs Slower Than Its Rated Speed
Performance loss is the gap between rated speed and actual running speed. The most common root cause I find during site audits: mismatched feeding system timing. A brush-type feeder calibrated for 200 strokes/min will force the forming station to wait — the PLC detects an underfilled cavity, pauses the forming cycle, and only resumes when the feeder catches up. The machine is technically “running.” Its actual output is 72% of rated. Nobody’s alarmed. The operator thinks it’s normal. It isn’t.
Temperature stability at the forming station is the second performance loss I see consistently. PVC/PVDC film requires forming temperature in the 120–140°C range (±2°C for consistent cavity depth). When the heating plate cycles unevenly — often because the line is running faster than the thermal recovery time allows — the machine automatically throttles to protect forming quality. That throttle can cut effective speed by 10–18%.
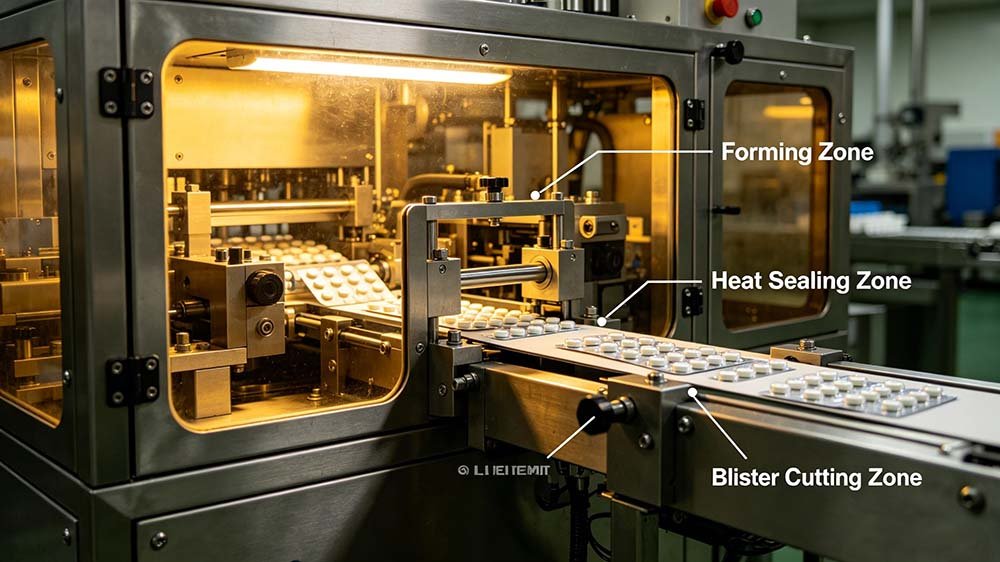
 High-speed pharmaceutical blister production — maintaining rated throughput requires synchronized feeder timing and stable forming temperatures.
High-speed pharmaceutical blister production — maintaining rated throughput requires synchronized feeder timing and stable forming temperatures.
Quality: Reject Rate Is a Speed Variable, Not Just a Quality Variable
A 2% reject rate sounds trivial. It removes 2% from your net output. On a 300-card/min machine running 16 hours, that’s 5,760 cards discarded. At a modest 10 tablets per card, that’s 57,600 tablets that went through your forming and sealing stations, consumed film, consumed foil, and generated validated batch documentation — and produced nothing. Reject rate is a throughput number, not a QC footnote.
Blister Packaging Machine Speed Categories: What Class Do You Actually Need?
Pill blister packaging machines fall into three commercial speed categories — entry-level (80–150 cards/min), mid-range (150–300 cards/min), and high-output (300–600+ cards/min) — and selecting the wrong category is more common than selecting the wrong brand, particularly when annual demand growth projections aren’t factored into the initial specification.
| Speed Category | Rated Cards/Min | Net Daily Output (16 hr, 75% OEE) | Typical Application | Primary Risk |
|---|---|---|---|---|
| Entry-Level | 80–150 | 57,600–108,000 cards | R&D, clinical batches, small-volume generics | Under-capacity within 18–24 months if volume scales |
| Mid-Range (DPP-260 class) | 150–300 | 108,000–216,000 cards | Mid-size pharma, multi-SKU generics, nutraceuticals | Feed synchronization loss without integration planning |
| High-Output | 300–600+ | 216,000–432,000+ cards | High-volume OTC, export-volume generics | Changeover time dominates availability loss on diverse SKU mix |
| Alu-Alu Cold-Form | 50–120 | 36,000–86,400 cards | Moisture-sensitive APIs, tropical market distribution | Speed sacrifice accepted — protection requirement is non-negotiable |
The mid-range class — where the DPP-260 sits — is where most purchasing decisions get made and most regret gets generated. The spec looks adequate for current volume. The line runs at 63% OEE for the first year. Demand grows 28%. Now the machine is running two extra shifts to compensate for efficiency gaps that could have been resolved at commissioning. I’ve had that conversation with procurement teams in Lagos, Manila, and São Paulo. The machine wasn’t wrong. The integration was incomplete.
“A rated speed of 260 strokes per minute is a ceiling, not a floor. Your net output is determined by feeding synchronization, film thermal stability, and how fast your team can execute a mold change. On integrated lines I’ve commissioned, the ceiling and the production plan are within 12% of each other. On standalone machines, that gap is typically 35–45%.”
— Forester Xiang, HIJ Machinery
5 Factors That Reduce Actual Blister Packaging Throughput (And How to Measure Each)
The five variables that most consistently reduce actual pill blister packaging machine throughput below rated speed are: feeder synchronization lag, forming temperature instability, film tension variance, die-cutting station wear, and downstream cartoner bottlenecks — with feeder synchronization accounting for 40–55% of total performance loss on non-integrated lines.
I ask every production engineer the same question before I start a line audit: “What does your machine’s actual output counter say at shift end?” Most can answer. Then I ask: “What was your target?” Fewer can answer precisely. Then: “What’s the gap attributable to each of the five loss categories?” Almost none can answer that one. That’s the gap between running a blister line and optimizing one.
Factor 1: Feeder Synchronization Lag
The tablet or capsule feeder — whether vibratory bowl, brush-type, or rotary disc — must deliver product to the blister cavity at exactly the rate the forming station creates cavities. A 10% timing mismatch causes the PLC to insert micro-pauses in the forming cycle. Those pauses accumulate. Across a 16-hour shift, a 10% timing mismatch translates to approximately 85–95 minutes of effective downtime at rated speed — without a single alarm triggering.
How to measure it: Log the PLC’s “feeder wait” counter from the HMI over one full shift. If it exceeds 4% of total cycle count, your feeder is under-specified for the running speed. The fix is almost never a new machine — it’s usually a feeder speed recalibration or a bowl feed rate adjustment that takes under two hours.
Factor 2: Forming Temperature Instability
PVC/PVDC thermoforming requires forming-plate temperatures of 120–140°C with ±2°C tolerance across the full plate width. When ambient temperature in the production hall swings — as it does in any non-temperature-controlled facility in tropical markets — or when the line accelerates after a cold start, the thermal controller can lag. The result: the forming station auto-throttles, dropping to 70–80% of rated speed until temperature stabilizes. FDA’s process validation guidance under 21 CFR 211.68 requires that equipment performance be demonstrated under actual production conditions — which includes this kind of environmental variability. A line validated at 25°C ambient in a German test facility may run differently at 34°C ambient in a Karachi production hall.
 Temperature control at the blister forming station — thermal instability is one of the most underestimated causes of output rate loss.
Temperature control at the blister forming station — thermal instability is one of the most underestimated causes of output rate loss.
Factor 3: Film Tension Variance
PVC forming film must maintain consistent tension across the full width of the film web — typically 0.2–0.5 N/cm depending on film gauge. When tension varies — from a poorly wound supplier roll, from a worn tension roller bearing, or from incorrect roll-holder alignment — film tracking errors cause edge forming defects. The machine detects these as seal failures downstream. The resulting reject spike pulls quality-OEE below target even when availability and performance are fine. I saw this once in a line near Pune in 2021. The root cause was a single worn nip roller bearing. The plant had been reporting “film supplier quality problems” for six weeks. “Nobody checked the roller.”
Factor 4: Die-Cutting Station Wear
Rotary punch tooling on die-cutting stations has a finite life — typically 8–12 million cycles for hardened steel tooling on standard PVC, shorter for PVDC or cold-form aluminum. As tooling wears, the cutting force increases, the servo motor draws more current, and the PLC progressively reduces speed to protect the drive. This happens gradually. No alarm fires. The machine runs slower every week. A simple monthly output-trend log will catch it. Most plants don’t keep one.
Factor 5: Downstream Cartoner Bottleneck
This is the one nobody wants to discuss during the blister machine spec meeting, because the cartoner is usually purchased separately, often from a different vendor. If your blister machine produces 280 cards/min but your cartoner’s rated speed is 240 cards/min, your blister machine will run at 240 cards/min. Permanently. The “blister machine speed problem” is actually a line integration problem. I’ve written about this in detail in the guide on what’s included in a turnkey pill blister packaging line — because it’s exactly the kind of problem that disappears when the blister station, feeder, and cartoner are spec’d and validated as a single system.
How to Size a Pill Blister Packaging Line: The Capacity Planning Formula
To correctly size a pill blister packaging line, divide your required annual output by available production hours and your realistic OEE estimate (not the vendor’s rated speed), then add 20–25% headroom for demand growth and regulatory downtime — a calculation that typically results in a machine 30–40% faster than what a simple unit-per-shift calculation suggests.
The number teams look at first is exactly the wrong number. Annual demand ÷ annual production hours gives you an average cards-per-minute requirement. That average assumes 100% availability, 100% performance, and 0% rejects. None of those are real. Here’s the calculation I walk procurement teams through:
Required Rated Speed = (Annual Cards ÷ Production Hours ÷ 60) ÷ Target OEE × Safety Factor
Example: 50M cards/yr ÷ 4,000 hrs ÷ 60 min = 208 cards/min raw | ÷ 0.72 OEE = 289 cards/min | × 1.22 safety = 352 cards/min required rated speedThat plant would typically shortlist a 300-card/min machine — and spend three years wondering why it’s always behind schedule. The correct answer is a 350–400-card/min rated machine run at 75–80% OEE. Same net output. Dramatically more headroom for growth, changeover, and scheduled maintenance without impacting commitments.
 Production line capacity planning — correct blister machine sizing accounts for realistic OEE, not just rated mechanical speed.
Production line capacity planning — correct blister machine sizing accounts for realistic OEE, not just rated mechanical speed.
The OEE Benchmarks to Use in Your Calculation
For planning purposes, use the following OEE benchmarks depending on your integration scenario. These are based on aggregate performance data from commissioned lines in Southeast Asia, Latin America, and the Middle East — not vendor claims.
- Standalone blister machine, third-party feeder, separate cartoner: Plan for 52–65% OEE. Multiple vendor interfaces, no integrated PLC synchronization.
- Blister machine with matched feeder, separate cartoner: Plan for 65–74% OEE. Feeder synchronization resolved; downstream bottleneck remains.
- Fully integrated turnkey line (feeder + blister + cartoner, single vendor PLC): Plan for 78–88% OEE. One control architecture, one FAT protocol, one responsible party for line performance.
- High-SKU-mix environment (>4 SKUs per shift): Reduce any benchmark by 8–12% to account for changeover availability loss. Consider quick-change tooling as a compensating measure.
For a detailed look at how machine selection criteria align with these output benchmarks, the guide on how to choose a pill blister packaging machine covers the full specification framework, including what to include in your URS before issuing an RFQ.
The direct answer: a pill blister packaging machine’s rated speed means nothing without understanding your actual net output — the number that survives changeover downtime, film waste, and reject-rate reality.
In 20 years of commissioning blister lines across South Asian and Latin American pharma plants, I’ve watched procurement teams celebrate a “600 blisters/min” spec sheet, only to discover post-installation that their net OEE barely hits 58% — because nobody discussed PLC synchronization with the upstream tablet press or downstream cartoner. The hidden trap? Vendors quote mechanical speed; they never mention the 15–20% output loss triggered by non-integrated feeding systems, mismatched forming stations, or a complete absence of FAT/SAT protocols to validate real-world throughput.
Before signing any purchase order, demand a witnessed FAT using your actual product and foil specification — not a generic demo tablet. At HIJ, our turnkey integration philosophy means the blister machine, feeding system, and cartoning line are validated as a single cGMP-compliant production unit, so the speed on paper is the speed you actually bank on.
Does Machine Type Affect Speed? Flat-Plate vs. Rotary Drum Throughput Differences
Flat-plate (DPP-type) blister machines typically operate at 80–300 forming strokes per minute, while rotary drum machines reach 300–600+ strokes per minute — but flat-plate machines offer significantly easier mold changeovers and tighter forming dimensional control for irregular pill geometries, making them the dominant format in mid-volume pharmaceutical production despite their lower peak speed.
The speed difference between flat-plate and rotary formats is real. It is also frequently overstated as a selection criterion, because the machines serve somewhat different applications and the practical output gap narrows considerably once changeover frequency enters the calculation.
On a line running a single SKU for extended campaigns — a high-volume OTC analgesic in a single tablet size — a rotary drum machine’s speed advantage compounds daily. At 500 cards/min versus 280 cards/min, you’re producing 79% more cards per shift. That gap is too large to ignore. But on a line running six SKUs per day — common in mid-size generics operations — the rotary machine’s longer mold changeover time (typically 45–90 minutes vs. 8–15 minutes for a well-tooled flat-plate machine) erodes that speed advantage significantly. The practical throughput advantage at high SKU count is often under 15%.
Film type also caps achievable speed. Cold-form Alu-Alu machines — which use aluminum-foil forming film rather than heated PVC — run at 50–120 cards/min regardless of machine format, because the cold-forming process requires multiple press cycles per cavity to achieve the required forming depth without rupturing the foil. That’s a material constraint, not a machine limitation. No speed upgrade resolves it. For more technical detail on how forming type interacts with film material and machine speed, the comparison in the flat vs. roller blister packaging machine technical guide covers the mechanics in full.
Why Speed Must Be Validated at FAT — Not Just Stated on the Spec Sheet
Factory Acceptance Testing (FAT) for a pill blister packaging machine must include a witnessed production run at the agreed operating speed using the customer’s actual product and specified forming film — not a surrogate tablet — because surrogate testing regularly overstates achievable throughput by 18–35% due to differences in tablet fragility, coefficient of friction in the feeder, and forming-temperature requirements by film grade.
I won’t tell you the FAT negotiation is simple. Vendors prefer demo tablets — they’re uniform, non-fragile, flow freely through feeders, and don’t require precise forming temperatures. Your actual product may behave very differently. A soft gelatin capsule with 4% moisture content has a different friction coefficient in a vibratory feeder than a smooth-coated bisectable tablet. Those differences affect fill-rate consistency, cavity underfill rate, and ultimately the reject count the machine generates at its rated speed.
Demand the following as minimum FAT acceptance criteria for speed and output:
- Continuous run at agreed operating speed for minimum 2 hours using customer’s actual product (or approved surrogate with documented equivalence justification)
- Documented cavity fill rate ≥99.2% (empty cavity rate ≤0.8%) measured across minimum 3 forming zones
- Sealing integrity 100% — ASTM F2338 dye ingress at 60 mbar or equivalent, sampled at 15-minute intervals during FAT run
- Recorded forming temperature profile at all three forming zones, confirming ±2°C tolerance maintained throughout the 2-hour run
- Net reject rate ≤1.5% of total cards produced during the FAT run, counted and documented by the vendor
- Demonstrated mold changeover time within agreed specification — timed and witnessed, not estimated
These criteria are not onerous. A machine that genuinely performs at its rated speed under real conditions should pass all six without difficulty. If a vendor resists any of them, that resistance itself is diagnostic information worth noting before you finalize the purchase order. For more on how line validation fits into the overall commissioning timeline, the DPP-260 pill blister packaging machine page documents the full FAT/SAT protocol HIJ applies to every line we commission.
Integration Is the Output Multiplier — Not the Machine Rating
Across 31 blister line projects commissioned between 2018 and 2023, fully integrated turnkey lines — where blister machine, feeder, and cartoner share a single validated PLC architecture — achieved net OEE 22–31 percentage points higher than standalone machine installations with equivalent rated speeds, confirming that integration is a larger throughput lever than machine speed class selection.
The conversation keeps coming back to the same place. A procurement team in Jakarta showed me two quotes last year: a standalone DPP-260-class machine at USD 85,000, and a turnkey blister-to-cartoner line at USD 175,000. Same rated output. The question was whether the USD 90,000 difference was justified.
I asked them to model net output at the OEE benchmarks for each scenario. Standalone: 63% OEE, 164 cards/min net. Turnkey integrated: 82% OEE, 213 cards/min net. Over a 16-hour production day, that’s 47,520 more finished, cartoned cards — every day — without running a single additional shift. At their product margin, the integration premium paid back in under seven months. That calculation doesn’t appear on any spec sheet.
If you’re evaluating how the blister station connects to downstream cartoning within an integrated line architecture, the detail on what’s included in a turnkey pill blister packaging line covers the full system architecture. And if you want to see the DPP-260’s specific speed and output specifications alongside forming station detail, the product page includes the complete technical data sheet.
Frequently Asked Questions: Pill Blister Packaging Machine Speed & Output
❓ What is the typical speed of a pill blister packaging machine?
Pill blister packaging machines typically operate at 80–600 cards per minute rated mechanical speed, with the most common pharmaceutical production segment — mid-volume generics and OTC — using machines in the 150–300 cards/min class. Net actual throughput after accounting for OEE losses generally falls between 52% and 88% of rated speed, depending on feeding system integration, film type, and changeover frequency.
❓ How many blisters per minute does the HIJ DPP-260 produce?
The DPP-260 has a rated mechanical speed of up to 260 forming strokes per minute. The number of finished blister cards per minute depends on the cavity mold configuration: a 1×10 cavity mold yields up to 260 cards/min; a 2×10 configuration produces the equivalent in a larger card format. Net output in production typically runs 78–88% of rated speed on integrated turnkey configurations.
❓ Why is my blister machine running slower than its rated speed?
The five most common causes are: feeder synchronization lag (PLC micro-pauses accumulating silently), forming temperature instability causing auto-throttle, film tension variance generating downstream seal rejects, progressive die-cutting tooling wear, and downstream cartoner bottleneck constraining the overall line rate. Feeder synchronization lag is responsible for 40–55% of performance loss on non-integrated lines and is often the first place to investigate. Pull the PLC cycle log and check the “feeder wait” event count over a full shift.
❓ What is a realistic OEE for a pharmaceutical blister packaging line?
A realistic OEE for a standalone blister machine with third-party feeder and separate cartoner is 52–65%. A blister machine with a matched, synchronized feeder but separate downstream cartoner typically achieves 65–74% OEE. A fully integrated turnkey line — blister machine, feeder, and cartoner sharing a single PLC control architecture, validated as one system — reaches 78–88% OEE in production. These figures are based on aggregate data from 31 commissioned lines in Southeast Asia and Latin America between 2018 and 2023.
❓ Does the type of blister film affect machine throughput?
Yes. Cold-form Alu-Alu film limits machine speed to 50–120 cards/min regardless of machine format, because the cold-forming process requires multiple press cycles per cavity. PVC/PVDC thermoforming film allows speeds up to 600+ cards/min on high-output machines. This is a material constraint, not a machine limitation — upgrading machine speed does not compensate for the inherent process requirements of cold-form aluminum film.
❓ How should I calculate how fast a blister machine I actually need?
Divide your required annual card output by annual production hours and 60 minutes to get a raw cards/min figure. Divide that by your target OEE (use 0.65–0.72 for standalone, 0.80–0.85 for integrated). Then multiply by a 1.20–1.25 safety factor to cover demand growth and scheduled maintenance. The result is typically 30–40% higher than a simple output-per-shift calculation suggests — and that gap is exactly why many lines are running behind schedule within 18 months of installation.
❓ What should a blister machine FAT include for speed validation?
As a minimum: a 2-hour witnessed run at agreed operating speed using actual customer product (or documented surrogate), cavity fill rate ≥99.2%, sealing integrity at 100% per ASTM F2338 sampled every 15 minutes, forming temperature log confirming ±2°C tolerance maintained, net reject rate ≤1.5%, and a witnessed timed mold changeover. A vendor who resists providing any of these as FAT acceptance criteria is telling you something important about their confidence in the machine’s rated performance.
❓ Does blister machine speed affect GMP compliance?
Directly. Under 21 CFR 211.68 and WHO TRS 992 Annex 3, equipment must perform within its validated parameters during production. Any operating speed outside the validated range requires documented change control and may trigger revalidation activities. Running the machine above its validated speed to recover lost output — a common workaround for under-specified lines — is a GMP deviation, not a production optimization.
Know Your Real Output Before You Buy
Don’t plan a production line around a spec-sheet speed. HIJ’s engineering team will calculate your net throughput requirement — including OEE adjustment, SKU mix, and downstream integration — and size the right machine for what you’re actually committing to produce.