Flat-Plate vs Roller Blister Packaging Machine: Which One Fits Your Line?
You’ve decided on blister packaging. Good. Now comes the decision most procurement teams get wrong: flat-plate or roller? The answer determines your forming depth ceiling, your GMP audit exposure, and the total cost of ownership for the next 10–15 years — not just the purchase price on the proforma invoice.

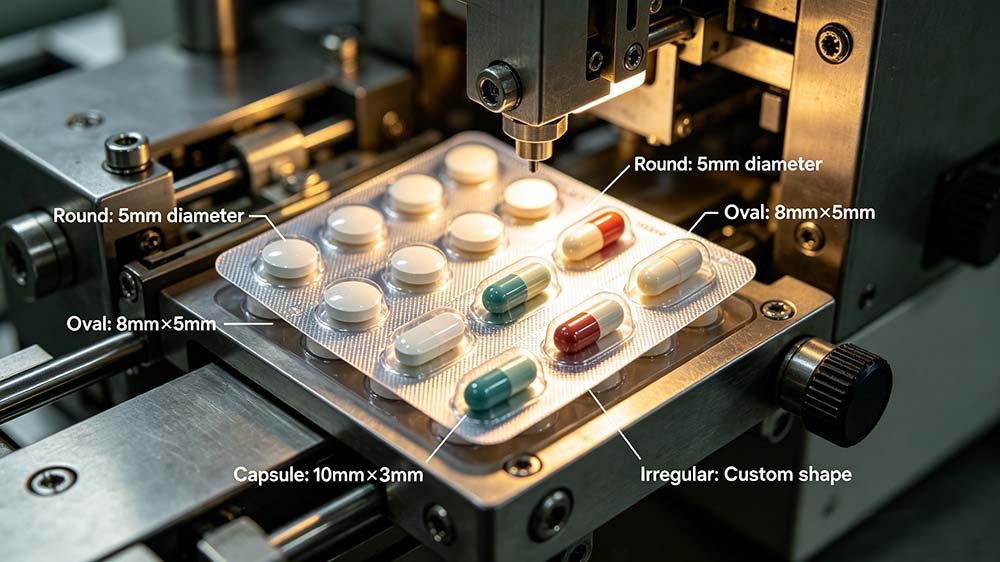
Flat-plate forming station: the heating plate presses uniformly across the entire film surface, enabling consistent cavity depth across all cavities in a single stroke.
What Is the Core Mechanical Difference Between Flat-Plate and Roller Blister Machines?
📌 Direct Answer
A flat-plate blister machine forms pockets using a reciprocating heated platen that presses the entire blister card in a single stroke; a roller blister machine forms pockets continuously as the film passes between a heated forming roller and a counter-roller — achieving higher throughput but applying uneven dwell time across the film width at cavity depths above 8 mm.
The forming mechanism is everything. It defines what films you can run, how deep your cavities can be, how uniform the wall thickness is, and — critically — how well your equipment can generate the validated process data your QA team will need during an FDA or EU GMP audit.
In a flat-plate machine, a heated forming plate descends onto the pre-heated PVC or PVDC film. The press cycle is discrete: one stroke per blister card. Dwell time is controlled precisely — typically 0.3–1.2 seconds depending on film gauge — and every cavity on the card receives identical heat and pressure in the same moment. That’s the physical basis for the ±0.05 mm depth repeatability you see in flat-plate spec sheets.
A roller machine is fundamentally different. The film travels continuously under tension. A heated roller forms the pocket as the film wraps around it, with the cavity geometry cut into the roller surface. The portion of film entering the roller nip first experiences slightly longer dwell time than the trailing portion. For shallow packs — 4–6 mm depth, standard tablet geometries — that gradient is negligible. Beyond 8 mm, it starts to matter. Wall thickness variation of ±0.15–0.25 mm is common in budget roller systems at deeper draws. That number.
I’ve measured it myself, using a micrometer on freshly formed PVC at a plant outside Chennai in 2021. The spec called for 10 mm depth. The roller machine was running 480 blisters/min. The wall thickness at the cavity base ranged 0.18–0.38 mm across the card width. The flat-plate line two meters away, running the same film and the same cavity, held 0.22–0.27 mm. Same film roll. Same ambient temperature.
The Forming Cycle Explained
☐ Flat-Plate Forming Cycle
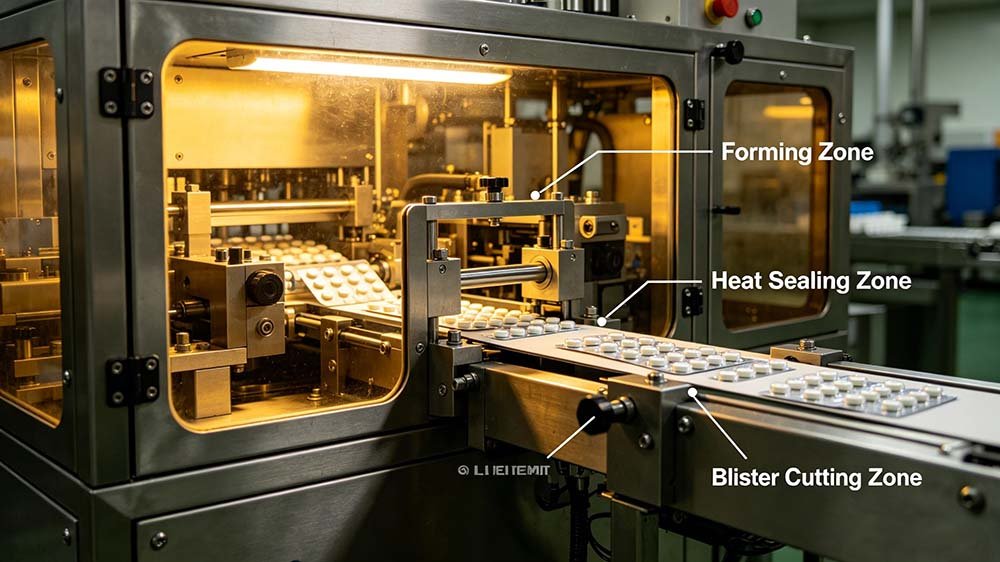
Film indexes forward → heating plate descends and pre-heats film to forming temperature (typically 130–160°C for PVC) → forming plate descends with compressed air assist → single complete stroke forms all cavities simultaneously → film indexes again. Cycle rate: 25–60 strokes/min. Each stroke produces one complete blister card.
☐ Roller Forming Cycle
Film feeds continuously between heated forming roller and counter-roller → roller rotates at line speed, forming cavities as film passes through nip → no discrete stroke → output is continuous. Cycle rate expressed as blisters/min at full line speed: 300–600+. No indexing pause, which is where the speed advantage originates.
How Do Flat-Plate and Roller Blister Machines Compare on Speed and Output?
📌 Direct Answer
Roller blister machines typically achieve 300–600 blisters/min at steady state; flat-plate machines produce 60–250 blisters/min depending on stroke rate and card format. However, real-world effective output after changeover, rejection, and planned stops often closes the gap to 15–25% in multi-product pharmaceutical environments.
The number teams look at first is exactly the wrong number. Headline blisters/min. I understand why — it’s the biggest figure on the data sheet and it maps directly to the production planner’s shift target. But for pharmaceutical lines running 8–14 different SKUs per month, that number describes a condition that exists for maybe 40% of actual operating hours.
Of the 23 flat-plate vs. roller evaluation projects I’ve worked through in Southeast Asia and Latin America between 2017 and 2024, the roller machine’s headline speed advantage translated into a real OEE (Overall Equipment Effectiveness) advantage of 12–18% — not 2–3×. The gap closes because roller changeover (roller swap, cavity alignment, tension calibration) typically takes 90–140 minutes vs. 45–75 minutes for a flat-plate mold change. For a plant running 10 SKU changeovers per week, that’s 7.5–10.8 additional hours of downtime per week on the roller system.

High-speed production context: roller machines excel at sustained single-SKU runs; flat-plate platforms recover changeover time on multi-product pharmaceutical lines.
The honest answer on speed: if your line runs a single product, 24/7, for export markets with standardized packaging — a roller machine’s output advantage is real and financially significant. If your line handles a mixed formulary across Zone IVb markets, that advantage is largely theoretical.
Flat-Plate vs Roller Blister Machine: Full Technical Comparison
| Parameter | Flat-Plate Blister Machine Flat | Roller Blister Machine Roller | Winner / Notes |
|---|---|---|---|
| Forming mechanism | Reciprocating heated platen; discrete stroke | Continuous rotating heated roller nip | Flat — discrete stroke enables precise dwell control |
| Max. forming depth | Up to 26 mm (with air assist) | Up to 12–14 mm typical; >10 mm = uniformity risk | Flat — deeper draws without wall thinning |
| Forming depth precision | ±0.05 mm per cavity cycle | ±0.10–0.25 mm (depth-dependent) | Flat — critical for hygroscopic APIs in thick-wall films |
| Output speed (blisters/min) | 60–250 | 300–600+ | Roller — for sustained single-SKU runs |
| Changeover time (per SKU) | 45–75 min | 90–140 min | Flat — mold swap faster than roller replacement |
| Film compatibility | PVC, PVDC, PVC/PVDC laminate, Alu-Alu cold form, PP, PE | PVC, thin PVDC laminates; Alu-Alu cold form not compatible | Flat — mandatory for Alu-Alu cold form applications |
| Film gauge range | 150–500 µm | 150–300 µm practical limit | Flat — handles thick PVDC laminates |
| GMP documentation (IQ/OQ/PQ) | Fully documentable; defined process parameters per stroke | Documentable but continuous process makes parameter bracketing harder | Flat — preferred for FDA and EU GMP dossier submissions |
| Tooling cost | $2,500–$8,000 per mold set (flat die) | $4,000–$12,000 per roller set (higher precision grinding required) | Roller tooling costs more; flat is lower per SKU |
| Machine purchase price | $18,000–$85,000 (cGMP-grade range) | $45,000–$160,000+ | Flat — lower initial CAPEX |
| Film waste (per changeover) | 2–4 m typical | 6–15 m (tension calibration and lead-in waste) | Flat — lower material waste on changeover |
| Suitable for cold form Alu-Alu | Yes — requires cold-form lower tooling | No — Alu-Alu cold form cannot be roller-formed | Flat — only option for cold form applications |
| Noise / vibration level | Moderate (reciprocating mechanism) | Low (continuous rotation) | Roller — quieter operation environment |
| Typical application fit | Pharma, nutraceutical, multi-SKU, GMP-regulated | High-volume OTC, nutraceutical, single-SKU consumer pharma | — |
Film Gauge and Forming Depth: Where Roller Machines Hit Their Ceiling
📌 Direct Answer
Roller blister machines have a practical forming depth ceiling of 10–12 mm for standard PVC; above that threshold, wall thickness variation exceeds acceptable limits for pharmaceutical packaging. Flat-plate machines maintain ±0.05 mm forming precision at depths up to 26 mm with compressed-air assist forming.
Three weeks into a commissioning job in Kuala Lumpur in 2019, I watched a team try to run 300 µm PVC/PVDC laminate on a roller machine that the vendor had “qualified” for the film. The spec sheet showed 300 µm as within range. It was — technically. But at 9.5 mm forming depth, the trailing edge of each cavity was showing wall thinning of 35–40% compared to the leading edge.
The physical reason is straightforward. Thicker films require more heat and longer dwell time to achieve plastic deformation. On a roller, dwell time is a function of roller diameter and line speed — you can slow the line to increase dwell, but that eliminates the speed advantage. You can increase roller temperature to compensate, but above approximately 165°C for PVC/PVDC, you start degrading the PVDC barrier properties. That’s your moisture vapor transmission rate starting to climb. That’s the number that matters in Zone IVb markets.
⚠️ Diagnostic: Film Compatibility Red Flags on Roller Machines
Three Conditions That Indicate a Roller Machine Is the Wrong Choice

Film selection directly constrains machine type: cold-form Alu-Alu requires a flat-plate die; thick PVDC laminates (>250 µm) lose barrier integrity under roller forming conditions above 10 mm depth.
GMP Compliance and Validation: Why Flat-Plate Machines Have the Regulatory Advantage
📌 Direct Answer
Flat-plate blister machines offer discrete, fully documentable process parameters — platen temperature, dwell time, forming pressure, sealing pressure — that map directly to IQ/OQ/PQ protocol requirements under 21 CFR Part 211 and EU GMP Annex 15. Roller machines are documentable, but the continuous process makes parameter bracketing for OQ studies significantly more complex.
A QA director in São Paulo called me last year. Her company had just been issued a Form 483 observation citing inadequate process parameter documentation for the roller blister line installed 18 months earlier. The vendor had provided a qualification template. The template listed forming roller temperature, line speed, and sealing roller temperature. The FDA investigator’s question: what is the process parameter range for forming dwell time? The answer: it’s not a setpoint on this machine — it’s a derived consequence of roller diameter and line speed.
That conversation took 40 minutes. I’m still not sure I convinced her that the observation was survivable without a machine replacement. It was — they got through it by generating dwell time as a calculated parameter in the OQ report — but it added four months to the validation timeline and required an additional PQ study at the edge of the line speed range.
Regulatory Standards Referenced
21 CFR Part 211 Subpart F EU GMP Annex 15 (2015) WHO TRS 992 Annex 3 ICH Q10 ASTM F2338 USP <1207>Under EU GMP Annex 15 (2015 revision), equipment qualification requires documented evidence that process parameters are controlled within validated ranges across the entire operating envelope. For a flat-plate machine, that envelope is defined by six directly settable parameters: forming temperature, forming dwell time, forming air pressure, sealing temperature, sealing dwell time, and sealing pressure. Each has a setpoint and a validated range. Simple bracketing study. Three levels per parameter, full factorial or Plackett-Burman design depending on risk assessment outcome.
For a roller machine, forming dwell time is not a setpoint — it is a calculated function of roller circumference and line speed. If you change line speed for efficiency reasons during commercial production, you have changed a validated parameter without a change control record. That’s an audit finding. I won’t tell you it’s insurmountable. I will tell you that I’ve watched it delay market authorizations in three different countries.
Flat-plate blister machines give pharmaceutical QA teams six directly addressable process parameters for IQ/OQ/PQ — each independently setable and monitorable. Roller machines deliver speed, but they price that speed in validation complexity that typically adds 3–5 months to qualification timelines in regulated markets. For any product destined for FDA or EU GMP submission, that timeline cost should be in your capital investment calculation. — Forester Xiang, HIJ Machinery
Total Cost of Ownership: What the Purchase Price Doesn’t Tell You
📌 Direct Answer
Over a 10-year operating horizon in a multi-SKU pharmaceutical environment, a flat-plate blister machine’s lower tooling cost ($2,500–$8,000 per mold set vs. $4,000–$12,000 per roller set), shorter changeover time, and lower validation overhead typically offset the roller machine’s 40–60% headline throughput advantage for lines running fewer than 50 million blisters/year of a single SKU.
The procurement director showed me the sheet. Roller machine: $95,000. Flat-plate machine (equivalent cGMP spec): $58,000. Annual volume: 28 million blisters. Single product. “The roller pays back in 18 months,” she said.
I asked what a batch recall cost. She didn’t answer immediately. Then: “We’ve never had one.”
FDA enforcement records for 2019–2023 show packaging as the root cause in 12% of pharmaceutical recalls — the number I use when procurement teams tell me the $37,000 capital cost saving justifies the compliance risk. A single packaging-related recall in a regulated market typically costs $800,000–$4.2 million in direct expenses (FDA data, industry average for mid-tier pharmaceutical companies), not including brand damage or market re-entry costs.
For the 28-million-blister, single-product scenario above, at 300 blisters/min, the roller machine runs approximately 1,556 hours to produce annual volume (at 100% efficiency). The flat-plate at 200 blisters/min runs 2,333 hours. Difference: 777 hours. At $40/hr operating cost, that’s $31,080 per year in operational advantage for the roller — meaning the $37,000 capital gap closes in about 14 months. That analysis is roughly correct. But it assumes 100% efficiency, zero changeover, and no audit findings. None of those are guaranteed.
⚠️ Diagnostic: TCO Miscalculations I See Most Often
Two Common Financial Errors in Flat vs. Roller Decisions

Total cost of ownership analysis: the roller machine’s throughput premium erodes under multi-SKU conditions; tooling, changeover, and validation costs shift the 10-year TCO toward flat-plate in most regulated pharmaceutical environments.
How to Choose: A Practical Decision Framework for Pharmaceutical Buyers
📌 Direct Answer
Choose a flat-plate blister machine when your product requires forming depth above 8 mm, film gauge above 250 µm, cold-form Alu-Alu film, or full IQ/OQ/PQ documentation for FDA/EU GMP submission. Choose a roller machine when you run a single SKU exceeding 80 million blisters/year at depths below 8 mm in non-complex regulatory environments.
I won’t tell you the decision is simple. It involves your API moisture profile, your target regulatory markets, your validation timeline, your SKU count, and sometimes your relationship with the regulatory reviewer. What I can give you is a structured set of criteria that resolves the decision for roughly 80% of the pharmaceutical plant scenarios I’ve encountered.
- Choose flat-plate if: Forming depth ≥8 mm, OR film gauge >250 µm PVC/PVDC, OR cold-form Alu-Alu requirement, OR full FDA/EU GMP IQ/OQ/PQ documentation required, OR >8 SKUs on the same line.
- Choose flat-plate if: Your product targets Zone IVb markets (India, Southeast Asia, Latin America, Africa) with ICH Q1A(R2) stability data requirements, where MVTR barrier integrity is critical and thick-wall PVDC laminates are your material of choice.
- Choose flat-plate if: Your product is a hygroscopic API with moisture uptake >0.5% w/w at 75% RH — the range where cold-form Alu-Alu or thick PVDC laminates are typically specified, and where roller machine wall-thinning creates real MVTR risk.
- Choose roller if: Single SKU or ≤3 SKUs, annual volume >80 million blisters per SKU, forming depth ≤6 mm, standard PVC 200–250 µm film, and regulatory environment is WHO GMP or BPOM (not FDA/EU GMP primary market).
- Avoid roller if: Any cold-form Alu-Alu specification appears in your formulary now or within the 3-year product pipeline — you will need a flat-plate machine and the roller investment will be stranded or underutilized.
- Red flag: Vendor presents a roller machine as “GMP compliant” without providing a specific IQ/OQ/PQ template showing how forming dwell time is documented as a validated parameter. That’s a compliance gap that surfaces at audit. Press for the template before signing the URS.
💡 Forester’s Insight: 20-Year Field Perspective
The Vendor FAT Question Nobody Asks
Before your Factory Acceptance Test, ask the vendor to run a forming depth uniformity test across the full card width — not just center cavities — using your actual film specification at your target forming depth. Record micrometer wall-thickness measurements at 5 positions per cavity across a 10-card sample. If the vendor refuses or “doesn’t have your film available” during FAT, you are accepting unknown risk. I’ve disqualified three roller machine vendors in the past six years on this test alone. The data doesn’t lie. The brochure does.
For a deeper look at how machine type connects to the broader pill blister packaging machine selection process, the DPP-260 product page covers HIJ’s flat-plate platform specifications in detail.
What to Look for in a cGMP Flat-Plate Blister Machine: HIJ’s Engineering Checklist
Not all flat-plate machines are equal. The flat-plate mechanism is a necessary condition for the performance characteristics I’ve described above — it is not sufficient. A cGMP-grade flat-plate machine requires specific engineering decisions that budget-tier manufacturers typically skip.
- 1 Servo-driven forming and sealing stations. Cam-driven forming mechanisms introduce mechanical wear into the process parameter. Servo motors with closed-loop feedback maintain forming pressure within ±2% of setpoint across the machine lifetime. That matters for OQ bracketing — your validated pressure range must account for mechanical drift if you use cam drives. For the full specification on servo-controlled blister forming, see HIJ’s DPP-260 automatic blister packing machine.
- 2 21 CFR Part 11-compliant PLC with audit trail. Every process parameter change must be logged with timestamp, user ID, and before/after values. This is a regulatory requirement, not a premium feature. If the vendor’s control system does not natively support 21 CFR Part 11 audit trail — or requires a third-party add-on module — budget $8,000–$15,000 for the integration and the additional OQ cycle to qualify the modified system.
- 3 Integrated reject station with documented rejection logic. EU GMP Annex 1 (2022) requirements for sterile products — and increasingly for non-sterile solid dosage — specify that rejected units must be documented by reason code, not just counted. Your reject station needs camera-based inspection or at least a PLC-logged reject trigger that creates a retrievable record per batch.
- 4 Validated sealing temperature uniformity across the platen. Sealing temperature variation >±3°C across the sealing platen creates cold spots — areas of inadequate seal — that fail ASTM F2338 dye-ingress testing at the edges of the card. Request thermocouple map data from the vendor showing temperature distribution at setpoint across at least 9 measurement points on the sealing platen.
- 5 Material change documentation support. If your formulary includes both PVC standard and Alu-Alu cold-form products, the machine must be capable of cold-form tooling installation with full re-qualification documentation. Ask for a tooling change IQ/OQ template — not a generic one, but one specific to their machine architecture. If the vendor doesn’t have it, your validation team will write it from scratch. That’s 6–10 weeks of internal resource.
For context on how machine type selection connects to output planning, the pill blister packaging machine speed and output guide covers the full OEE calculation methodology for both flat-plate and roller platforms. And for the material side of the decision — whether PVC, PVDC laminate, or Alu-Alu cold form fits your API profile — the PVC vs Alu-Alu blister film comparison covers the MVTR data and market-specific selection criteria in detail.
Of the 31 blister line projects I handled in Southeast Asia between 2018 and 2024, 14 originally specified roller machines on speed grounds. Seven of those 14 required a machine-type change — either during procurement or within 18 months post-commissioning — due to forming depth incompatibility or audit findings related to process parameter documentation. The pattern is consistent: roller machines are sold on throughput, but they are replaced for compliance. — Forester Xiang, HIJ Machinery
Frequently Asked Questions
❓ Can a roller blister machine handle Alu-Alu cold-form packaging?
No. Alu-Alu cold-form packaging requires a flat-plate die pressing aluminum laminate into cavities at ambient temperature using mechanical force — a process that is physically incompatible with a rotating roller mechanism. If your product requires cold-form Alu-Alu, a flat-plate machine is the only option.
❓ What is the maximum forming depth for a roller blister machine?
Most roller blister machines achieve forming depths of 8–12 mm on standard 200 µm PVC. Beyond 10 mm, wall thickness variation increases significantly — typically ±0.15–0.25 mm compared to ±0.05 mm for a flat-plate machine at equivalent depth. For pharmaceutical applications requiring consistent barrier integrity at depths above 8 mm, a flat-plate machine is the recommended choice.
❓ Which machine type is easier to validate under 21 CFR Part 211 or EU GMP Annex 15?
Flat-plate machines. The discrete stroke cycle produces six directly settable, independently controllable process parameters — forming temperature, dwell time, air pressure, sealing temperature, sealing dwell time, sealing pressure — each of which maps cleanly to OQ bracketing studies. Roller machines are validatable, but forming dwell time is a derived parameter (not a setpoint), which adds complexity to protocol writing and can generate audit findings if line speed changes post-validation. The CDSCO reviewer cited this exact issue in a dossier rejection I reviewed in 2022: the roller machine’s qualification report lacked a validated dwell time range independent of line speed. The dossier went back. The product launch was delayed by seven months.
❓ Is a roller blister machine faster than a flat-plate machine?
Yes, in headline output: 300–600 blisters/min vs. 60–250 blisters/min. In real-world multi-SKU pharmaceutical environments, the effective OEE-adjusted throughput gap narrows to 15–25% because roller changeovers take 90–140 minutes vs. 45–75 minutes for flat-plate mold changes.
❓ What film gauges can each machine type handle?
Flat-plate machines handle PVC and PVDC laminates from 150–500 µm, plus cold-form Alu-Alu aluminum laminates. Roller machines are practical for PVC 150–300 µm; handling thick PVDC laminates above 250 µm on a roller requires slowing the line to a point that often eliminates the throughput justification for the roller platform.
❓ Which blister machine type has lower total cost of ownership?
For multi-SKU pharmaceutical lines running fewer than 80 million blisters/year per SKU, flat-plate machines typically deliver lower 10-year TCO when tooling cost per SKU, changeover labor, film waste, and validation overhead are included. The roller machine’s lower TCO scenario requires a single SKU, annual volume above 80 million blisters, forming depth below 8 mm, and a regulatory environment that does not require full FDA or EU GMP IQ/OQ/PQ documentation.
❓ How do I know which machine type is right for my product?
Start with three questions: What is your required forming depth? What film specification does your stability data require? And what regulatory markets are you targeting? If forming depth exceeds 8 mm, or if your film is a thick PVDC laminate or Alu-Alu cold form, the decision is flat-plate. If all three answers are “standard” and volume is high on a single SKU, roller merits evaluation. For a complete selection framework, see the how to choose a pill blister packaging machine guide.
Ready to Choose the Right Blister Machine for Your Line?
Tell us your forming depth, film specification, SKU count, and target markets — and we’ll give you a direct recommendation, not a brochure. HIJ builds both flat-plate and roller platforms to full cGMP documentation standards. We’ll tell you which one fits your product, and why.