PVC vs Alu-Alu Blister Film for Pill Packaging: Which Material Is Right for Your Product?
Cold-form Alu-Alu blister film cuts moisture vapor transmission to 0.02–0.5 g/m²/day. Standard PVC runs 4–6 g/m²/day. That 10× to 300× difference determines whether your product survives a 24-month shelf life in Southeast Asia or Sub-Saharan Africa — and whether your pill blister packaging machine can even run the film you’ve specified.
- The Barrier Gap: What the Numbers Actually Mean
- PVC Blister Film: When It Works, When It Doesn’t
- Alu-Alu Cold Form Film: The Real Machine Requirements Nobody Tells You
- Full Material Comparison: PVC vs PVDC vs Alu-Alu
- How to Match Film to Your API’s Stability Profile
- What Switching Films Does to Your Blister Machine
- Forester’s Insight: The Hidden Trap in Film Selection
- FAQ
What Is the Real Barrier Difference Between PVC and Alu-Alu Blister Film?
PVC blister film passes 4–6 g/m²/day of moisture vapor at standard test conditions. Alu-Alu cold-form film passes 0.02–0.5 g/m²/day — making it 10× to 300× more protective depending on gauge. For APIs with hygroscopic sensitivity or light degradation risk, that gap is not a quality upgrade. It is a binary pass/fail for tropical market shelf life.
PVC at 250 µm passes 4–6 g/m²/day. That’s the number that matters. For a hygroscopic active pharmaceutical ingredient with 0.8% w/w moisture uptake at 75% relative humidity — the kind that appears on every tropical market formulary — that rate means you are not packaging the drug. You are slowing the degradation curve. Wrong film. Your problem.
The aluminum laminate in Alu-Alu cold-form film creates a true hermetic barrier. The structure is typically OPA (oriented polyamide) / aluminum foil (typically 45–60 µm) / PVC, and it forms through cold pressing rather than heat. That physical barrier stops moisture, oxygen, and light simultaneously — none of which PVC addresses.
Standard PVC (250 µm)
PVDC-coated PVC
Alu-Alu Cold Form Film
Test Condition

Cross-section comparison of PVC, PVDC-coated PVC, and Alu-Alu cold-form blister film layers — moisture barrier performance scales directly with aluminum content.
PVC Blister Film for Pills: Where It Performs, Where It Fails
Three weeks into a commissioning job in Bandung in 2021, the plant manager showed me their film spec sheet. PVC, 250 µm, standard grade. The product: a calcium supplement destined for retail pharmacies across Java and Kalimantan. I asked about their stability data. Zone IVb? Done. At 40°C/75% RH, the product held within spec for 18 months. PVC was the right call.
PVC-based blister film is the default for good reason. It thermoforms predictably, seals cleanly with aluminum lidding foil using standard heat parameters (typically 130–180°C sealing temperature), and costs roughly $1.50–$3.00 per kg depending on gauge and supplier. Machine compatibility is essentially universal — every flat-die or roller blister machine running pharmaceutical applications handles PVC out of the box.
When PVC Blister Packaging Works
- Moisture-stable APIs — products with moisture uptake below 0.5% w/w at 75% RH through 24 months, validated under ICH Q1A(R2) Zone IVb conditions
- Moderate-barrier markets — products distributed in Zone I or Zone II climates (Europe, North America, temperate regions) where ambient humidity rarely exceeds 60% RH year-round
- High-volume, cost-sensitive lines — OTC generics, vitamins, nutritional supplements where pack-per-unit cost carries commercial significance and barrier requirements are met by PVC data
- Existing thermoform lines — no additional capital expenditure required; standard forming plate temperatures and forming depth parameters apply without tooling modification
Where PVC Fails — and Costs You More Than the Film Savings
FDA enforcement records for 2019–2023 identify packaging as root cause in 12% of pharmaceutical recalls — the number I quote when procurement teams tell me PVC saves $0.006 per blister card. At 8 million cards annually, that’s $48,000 in savings. I ask what a batch recall runs. The conversation usually ends there.
PVC fails when the product is hygroscopic, photosensitive, or oxygen-sensitive, and when the distribution chain passes through Zone IVb conditions. It also fails when regulators in the target market — CDSCO, BPOM, NAFDAC, ANVISA — require stability data that simply cannot be generated with PVC film because the product degrades before the study endpoint. That is not a packaging vendor problem. That is a dossier failure.
Alu-Alu Cold Form Blister Film: The Machine Requirements Nobody Quotes Upfront

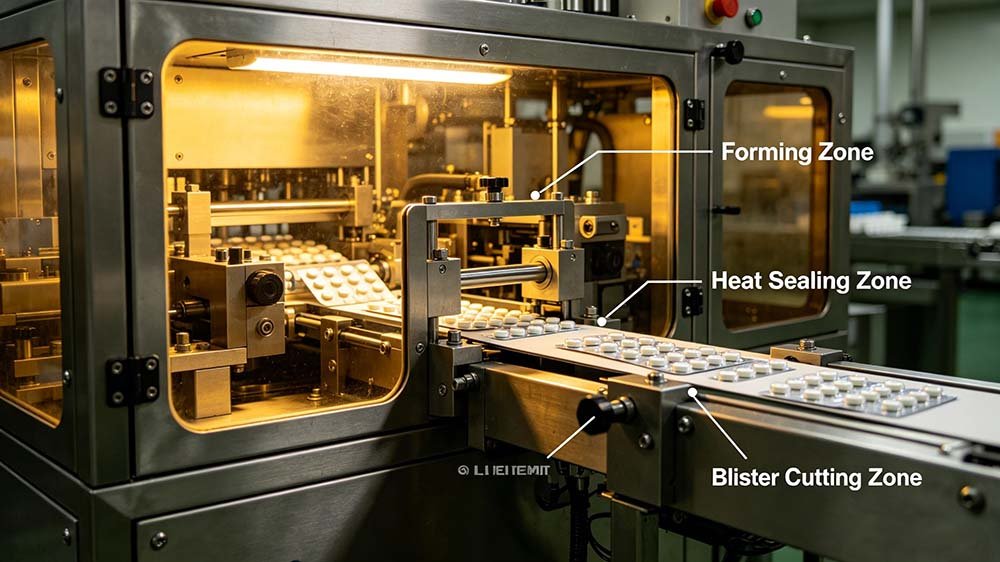
Cold-form Alu-Alu blister machine forming station at HIJ — the pressing mechanism, plug-assist tooling, and forming depth are fundamentally different from thermoform PVC lines.
The number teams look at first is exactly the wrong number. They see the film cost per square meter — Alu-Alu runs $8–$18/kg versus $3–$6/kg for standard PVC — and they stop there. The film cost differential is real. It is also usually 20–30% of the true total cost change when switching to cold form.
Alu-Alu cold-form blister packaging requires a different machine class entirely. Cold forming does not use heat to shape the film cavity. Instead, a plug-assist mechanism physically presses the laminate into a forming die under controlled pressure — typically 50–120 bar depending on cavity geometry and foil gauge. The machine must have a cold-forming station with servo-controlled plug depth, precision guide rails to prevent foil wrinkling, and a sealing station capable of higher temperatures (typically 180–220°C) because the OPA/Alu/PVC structure requires more energy to bond with the lidding foil than standard PVC does.
What Alu-Alu Cold Form Actually Requires from Your Machine
Cold-form Alu-Alu blister packaging cuts moisture vapor transmission to 0.02–0.5 g/m²/day — but the machine investment required to run it reliably is often 35–60% higher than a comparable PVC thermoforming line when forming tooling, sealing station upgrades, and validation costs are included. — Forester Xiang, HIJ Machinery
PVC vs PVDC vs Alu-Alu Blister Film: Full Technical Comparison
PVC offers the lowest cost and widest machine compatibility but provides inadequate moisture barrier for hygroscopic APIs in tropical markets. PVDC-coated PVC delivers a middle-ground barrier (0.5–1.5 g/m²/day) at moderate cost premium. Alu-Alu cold-form film delivers the strongest protection (<0.5 g/m²/day) but requires specialized cold-forming equipment and carries 3–5× higher film cost.
| Parameter | PVC (250 µm) | PVDC-coated PVC | Alu-Alu Cold Form |
|---|---|---|---|
| MVTR (g/m²/day) | 4–6 | 0.5–1.5 | 0.02–0.5 |
| Light Barrier | None | Partial | Complete |
| Oxygen Barrier | Poor | Moderate | Excellent |
| Film Cost (approx.) | $1.50–$3.00/kg | $4.00–$7.00/kg | $8.00–$18.00/kg |
| Forming Method | Thermoforming (heat) | Thermoforming (heat) | Cold pressing (plug-assist) |
| Sealing Temp. | 130–160°C | 140–170°C | 180–220°C |
| Machine Compatibility | Universal | Most thermoform lines | Dedicated cold-form only |
| Tooling Cost | $3,000–$8,000 | $3,000–$8,000 | $8,000–$25,000 |
| ICH Zone IVb Suitable | API-dependent (often No) | API-dependent (sometimes) | Yes (most APIs) |
| Typical Applications | OTC vitamins, generics, Zone I/II markets | Moderate-sensitivity APIs, Zone II/III markets | Hygroscopic APIs, Zone IVb markets, Rx innovator products |
| Child-Resistant Option | Available (push-through) | Available | Available (peel-push) |
How to Match Blister Film Selection to Your API’s Stability Profile
The stability report landed in my inbox in March. The product was a beta-lactam antibiotic capsule, Zone IVb stability data generated in Germany at 25°C/60% RH. The target market was Maharashtra, India — Zone IVb, which runs at 40°C and 75% RH. Nobody had done the Zone IVb extrapolation before spec’ing PVC as the forming film. The CDSCO reviewer caught it. Eight months later, the dossier came back through.
Matching film to API is a three-step process — not a preference. First, confirm your API’s critical quality attributes related to moisture: hygroscopicity classification (GHS or WHO criteria), moisture uptake at 75% RH, and degradation pathway if moisture is the trigger. Second, identify your distribution markets and their ICH climate zones. Third, validate whether your proposed film’s MVTR keeps API moisture uptake below the critical threshold through the labeled shelf life at the worst-case zone condition.

The Decision Framework: Three Questions Before Specifying Film
- Question 1: Is your API hygroscopic? — If moisture uptake exceeds 2% w/w at 75% RH, or if degradation rate shows a statistically significant increase above 60% RH in your pre-formulation data, you are likely looking at Alu-Alu. PVDC may cover borderline cases, but only with 36-month Zone IVb data to confirm.
- Question 2: What is your worst-case distribution market? — Southeast Asia, Sub-Saharan Africa, and South Asia are predominantly Zone IVb (40°C/75% RH). If more than 30% of your volume ships to these markets, run your stability scenario at Zone IVb conditions with the candidate film MVTR before finalizing spec.
- Question 3: What does your regulatory submission require? — ICH Q1A(R2) drives the stability protocol, but the local regulatory body drives the acceptance criteria. ANVISA, CDSCO, and BPOM have each issued product-specific guidance tightening film requirements beyond ICH minimum. Confirm before you generate 12 months of stability data on the wrong material.
What Switching Films Does to Your Blister Packaging Machine — and Your Budget

Alu-Alu hermetic blister pack for sensitive API — the complete opaque cavity provides moisture, light, and oxygen barrier in a single structure that PVC cannot replicate.
Of the 31 blister line projects I handled in Southeast Asia between 2018 and 2023, 11 required a forming material change after month-12 stability failure — switching from PVC to PVDC or Alu-Alu mid-project. Every single one underestimated the downstream capital cost. Not because the engineers were careless. Because the film selection decision had been made before the machine specification was written, and nobody had connected the two conversations.
The Real Cost of a Late Film Switch
The procurement director showed me the sheet. PVC: $0.006 cheaper per card. Annual volume: 8 million cards. Total saving: $48,000. I asked what a batch recall costs. She paused. I told her the FDA enforcement number: 12% of pharmaceutical recalls between 2019 and 2023 traced to packaging as root cause. For a mid-size generic manufacturer, one Class II recall averages $1.2–$4.0 million in direct costs before insurance. Nobody did the math on the other side of that equation.
Forester’s Insight: The Hidden Trap in Blister Film Selection

The real problem is not which film to choose. I can answer that in 10 minutes with an API stability summary and a market map. The real problem is that film selection, machine specification, and validation planning are treated as three separate vendor conversations, and the cost of that fragmentation lands entirely on the buyer.
I’ve watched clients spec Alu-Alu purely to look premium — no hygroscopicity data, no Zone IVb stability requirement, no regulatory driver. Then they get blindsided: forming station upgrades at $18,000, reject rates of 12% for the first 30 days while cold-form parameters are optimized, and tooling that took 11 weeks to arrive from the toolmaker. That’s a six-figure problem disguised as a one-line checkbox on the URS.
I also see the opposite. A client in Lagos using PVC on a product with documented 4.1% moisture uptake at 75% RH across a 12-month stability study. The product was failing on-shelf at month 18. The film was approved. Nobody had looked at the uptake rate in the context of annual distribution humidity data.
Before committing to either material, validate your API’s MVTR requirements against your target market’s ICH Q1A zone conditions — then work backwards to machine spec. At HIJ, we treat film selection and machine configuration as one integrated engineering decision because that’s where projects either hold together or quietly fall apart. See our pill blister packaging machine configurations for both thermoform PVC and dedicated cold-form Alu-Alu options.
Which Blister Machine Configuration Runs Which Film?
Thermoforming blister machines run PVC, PVDC-coated PVC, and PET forming films. Cold-form Alu-Alu requires a dedicated cold-forming machine with plug-assist tooling, servo-controlled forming depth, and higher-rated sealing station — it cannot be retrofitted onto a standard thermoform line without replacing the forming station entirely.
This is where the “compatible with both” machine claim falls apart in practice. I have seen machine quotes listing “PVC and Alu-Alu compatible” for a single line. What that means, when you read the fine print, is usually that the machine frame can be configured for either — not that you can switch between them without a significant tooling and parameter change. In three separate FAT trials I witnessed between 2020 and 2023, a machine sold as “dual compatible” produced 14% cavity cracking on Alu-Alu film during cold-form trials because the forming depth servo range was calibrated for thermoform depths, not cold-form depths.
For clients who genuinely need both film types — perhaps running humidity-sensitive Rx products alongside OTC vitamins — the realistic answer is usually two separate lines, or a modular line with a verified, validated forming station swap kit that includes documented IQ/OQ coverage for both configurations. That is a different specification than “compatible with both films.”
| Machine Type | Film Compatibility | Forming Mechanism | Typical Speed | HIJ Model |
|---|---|---|---|---|
| Flat-Die Thermoform | PVC, PVDC/PVC, PET | Heated forming plate | 80–200 blisters/min | DPP-260 |
| Cold Form (Alu-Alu) | OPA/Alu/PVC cold form film | Plug-assist cold pressing | 60–150 blisters/min | DPH-300 Alu-Alu |
| Roller (Rotary) | PVC, PVDC/PVC | Continuous roller forming | 200–600 blisters/min | High-speed configurations |
The flat-die thermoforming platform — such as the DPP-260 pill blister packaging machine — handles PVC and PVDC-coated PVC reliably across the standard pharmaceutical tablet and capsule size range. For Alu-Alu cold-form requirements, a dedicated platform with engineered cold-forming tooling is the only path to achieving the MVTR performance the film promises on the data sheet.
Three Blister Film Selection Mistakes That Create Machine Problems
Frequently Asked Questions: PVC vs Alu-Alu Blister Packaging
PVC blister film passes 4–6 g/m²/day of moisture vapor; Alu-Alu cold-form film passes 0.02–0.5 g/m²/day — up to 300× lower. PVC uses thermoforming with heat; Alu-Alu uses cold pressing with plug-assist tooling. The machines are not interchangeable without a forming station change.
Not without a significant forming station reconfiguration. A thermoforming machine can be modified to run Alu-Alu by replacing the heating plate station with cold-form plug-assist tooling, upgrading the sealing station temperature rating to 220°C, and recalibrating tension control. In practice, this represents replacing 30–40% of the functional forming section — most manufacturers commission a dedicated cold-form line rather than retrofit an existing thermoform line.
No. Alu-Alu is required when stability data at ICH Q1A Zone IVb conditions (40°C/75% RH) cannot be achieved with PVC or PVDC film for your specific API. Moisture-stable APIs — many vitamins, certain generics, and OTC products distributed in Zone I or Zone II markets — pass on PVC without issue. The requirement is driven by API stability data and target market regulatory expectations, not by product category.
Alu-Alu cold-form film costs approximately $8–$18/kg versus $1.50–$3.00/kg for standard PVC — a 3× to 5× cost premium at the film level. When forming tooling ($8,000–$25,000), slower line speed (20–30% throughput reduction), and higher validation costs are included, the total cost differential on a per-unit basis typically runs $0.015–$0.045 per blister card higher than PVC, depending on cavity configuration and volume.
PVDC (polyvinylidene chloride) coating on PVC reduces MVTR to 0.5–1.5 g/m²/day — better than standard PVC, but still significantly above Alu-Alu. It’s a cost-effective intermediate option for moderately hygroscopic APIs in Zone III or mild Zone IVb markets where full cold-form is not yet justified by stability data. It runs on standard thermoform machines with minor temperature parameter adjustments. I use it as a stepping-stone where the API stability data is borderline and the manufacturer needs 24-month data before committing to cold-form capital investment.
Yes — directly. Under 21 CFR Part 211.94, container closure systems must protect drug product from contamination and degradation throughout shelf life. EU GMP Annex 1 (2022) and WHO TRS 992 Annex 3 both require that packaging material selection be supported by stability data appropriate to the product and market conditions. Selecting PVC for a product that fails stability at Zone IVb conditions is a packaging non-conformance, not just a technical preference. For a full GMP compliance review of your blister packaging line, see our guide to GMP compliance for pill blister packaging machines.
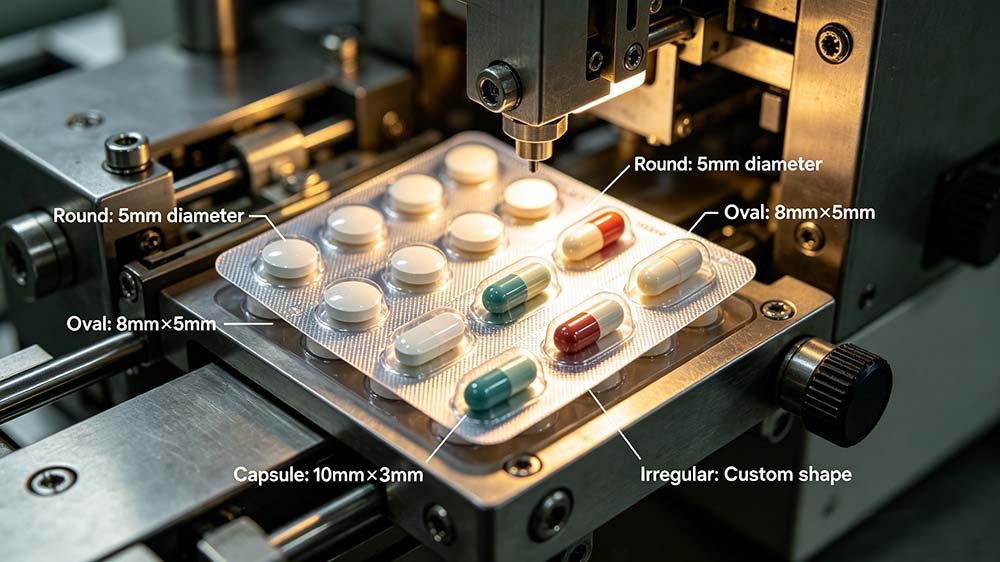
Cold-form Alu-Alu accommodates a wide range of tablet and capsule dimensions, but cavity geometry is more constrained than thermoform PVC due to the limited formability of the aluminum foil layer. Maximum typical cavity depth for Alu-Alu cold form is 12–16 mm depending on foil gauge; thermoform PVC can achieve 18–22 mm with appropriate heating. Oblong capsules up to 22 mm length are generally achievable. Irregular or deep-profile products require custom plug tooling and should be validated with actual foil samples before tooling is cut. For more on pill size compatibility, see our guide to pill sizes and shapes compatible with blister packaging machines.
Both run PVC, but they serve different output requirements. Flat-die machines offer more precise forming depth control and lower minimum batch size, making them better for complex cavity profiles and product changeover-heavy operations. Roller machines deliver higher throughput — 200–600 blisters/min versus 80–200 for flat-die — and suit high-volume generic lines with minimal format changes. For a detailed technical comparison, see the flat-plate vs roller blister packaging machine guide.
Film Selection Is an Engineering Decision — Not a Checkbox
Whether your product needs PVC thermoforming or Alu-Alu cold-form, HIJ engineers the film selection and machine configuration as one integrated decision — because that’s where projects succeed or fail.