📦 Complete Line Configuration Guide
What Is Included in a Turnkey Pill Blister Packaging Line?
A true turnkey pill blister packaging line covers everything from tablet feeding and blister forming, to sealing, printing, cartoning, and final case packing — delivered as a single validated, integrated system under one URS. That’s the definition. The problem is what most suppliers actually deliver is closer to a collection of machines that happen to sit near each other.
I’ve commissioned complete pharmaceutical packaging lines across Southeast Asia, Latin America, and the Middle East. The gap between a genuine turnkey system and a multi-vendor assembly is where launch timelines collapse.
🎯 Direct Answer
A complete turnkey pill blister packaging line includes six integrated stations: tablet/capsule feeding, thermoforming or cold-form blister creation, heat sealing with aluminum lidding, batch code printing, leaflet insertion and cartoning, and case packing. All stations are delivered under a single URS, one FAT/SAT protocol, and a unified IQ OQ PQ validation package — by one supplier accountable for mechanical, electrical, and software integration.

A fully integrated turnkey pill blister packaging line — tablet feeding through case packing under a single validation protocol.
What Does “Turnkey” Actually Mean for a Pill Blister Packaging Line?
A turnkey pill blister packaging line means one supplier designs, builds, delivers, and validates every station as a mechanically, electrically, and software-integrated system — under a single User Requirement Specification (URS) and a single validation dossier covering IQ, OQ, and PQ for the entire line.
That’s not what most buyers receive. Most buyers receive a blister machine from Supplier A, a cartoner from Supplier B, and a case packer from Supplier C — with a systems integrator trying to stitch PLC protocols together after the fact. I’ve seen that arrangement in a plant outside Bogotá. The blister machine ran Siemens S7–300 logic. The cartoner ran Mitsubishi. The integration firm quoted six weeks. It took nineteen. The client’s product launch was tied to a seasonal procurement window in the Colombian health ministry. They missed it.
The word “turnkey” only means something when you can hold one vendor accountable for: the full line layout and URS, the FAT and SAT protocols covering every station, and cGMP-compliant production from day one of handover.
The most expensive mistake in pharmaceutical packaging isn’t buying the wrong machine — it’s buying the right machines from the wrong vendors. In 31 blister line projects across Southeast Asia and Latin America, multi-vendor integration failures accounted for more cumulative downtime than any mechanical fault I documented. — Forester Xiang, HIJ Machinery
The Six Stations That Define a Complete Pill Blister Packaging Line
A complete turnkey pill blister packaging line integrates six sequential stations, each with defined mechanical, electrical, and GMP requirements. Miss one station or break the integration handoff between any two, and you no longer have a turnkey line — you have a partially automated process with a manual intervention point that auditors will find.
Station 1 — Tablet or Capsule Feeding
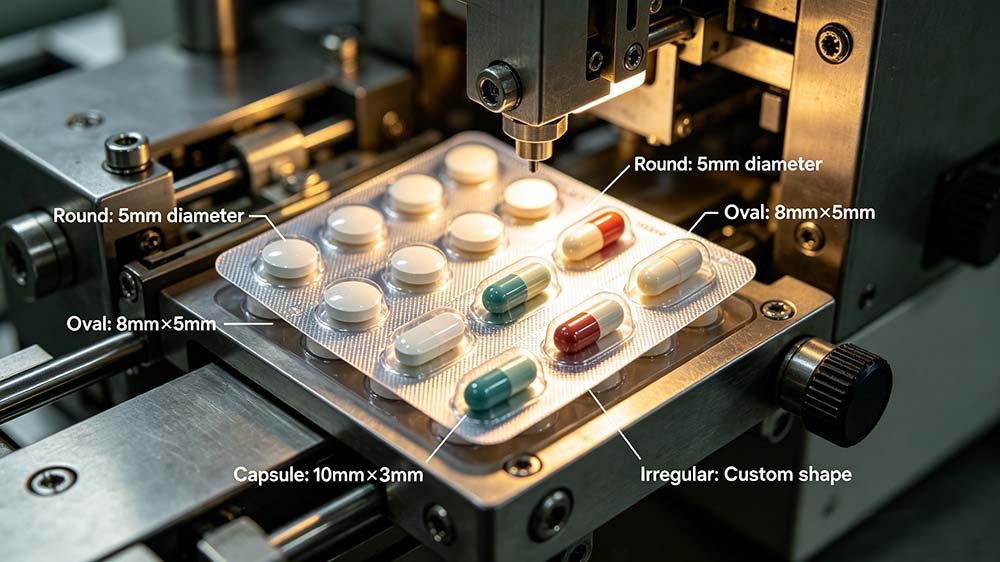
The feeding station controls product flow into the forming section. Properly integrated feeding uses a vibrating pan feeder or brush-type feeder calibrated to the downstream forming pitch and machine speed. Throughput mismatch here — even 5% over-feed — causes cavity bridging and rejected blisters. For our pill blister packaging machines, the feeder is always tuned during FAT against the actual product, not a substitute tablet.
Station 2 — Film Forming (Thermoform or Cold Form)
PVC/PVDC thermoforming operates at 120–150°C at the forming plate, producing cavities at 150–300+ blisters per minute depending on format and pitch. Cold-form Alu-Alu uses mechanical pressing without heat, running at 60–120 blisters per minute — slower, but producing a moisture vapor transmission rate of 0.02–0.5 g/m²/day versus 4–6 g/m²/day for standard PVC. The forming station is where most tablet damage occurs in under-engineered lines: cavity depth tolerance beyond ±0.2 mm causes tablet cracking at ejection.
Station 3 — Heat Sealing
The sealing station bonds aluminum lidding foil to the formed web using controlled temperature (160–210°C), pressure (3–6 bar), and dwell time (0.3–0.8 seconds). All three parameters must be logged continuously for cGMP batch records. USP <1207> container closure integrity testing applies here — specifically ASTM F2338 dye-ingress at 60 mbar for non-sterile oral solid dosage. A sealing station that doesn’t log all three parameters isn’t audit-ready.
Station 4 — Batch Code Printing and Vision Inspection
Printing is not optional for any market. 21 CFR Part 211.125 requires batch number, expiry date, and lot traceability on the primary package. EU Falsified Medicines Directive adds 2D DataMatrix serialization requirements. The integrated line prints, verifies with a camera system, and automatically rejects failed cards — all within the line speed without manual intervention. A standalone printer bolted on after the fact rarely achieves this. I’ve seen plants in Malaysia where the offline batch printer was the single biggest source of non-conformance in quarterly audits.
Station 5 — Leaflet Insertion and Cartoning
The cartoner receives sealed blister cards from the blister machine, folds and inserts the package insert (PIL), and erects, loads, and seals the carton. Integration matters: the cartoner must receive product at exactly the rate the blister machine outputs. Buffering is expensive and introduces manual touch points. A properly integrated line matches speeds at the PLC level and uses a single HMI to control both machines.
Station 6 — Case Packing and End-of-Line Automation
Final cartons are counted, collated, loaded into shipping cases, and sealed. This station closes the GMP documentation loop: case weight verification, label application, and full traceability back to the batch record. Without this station under the same integration umbrella, serialization data breaks — which in EU markets means a non-conformance under the Falsified Medicines Directive.

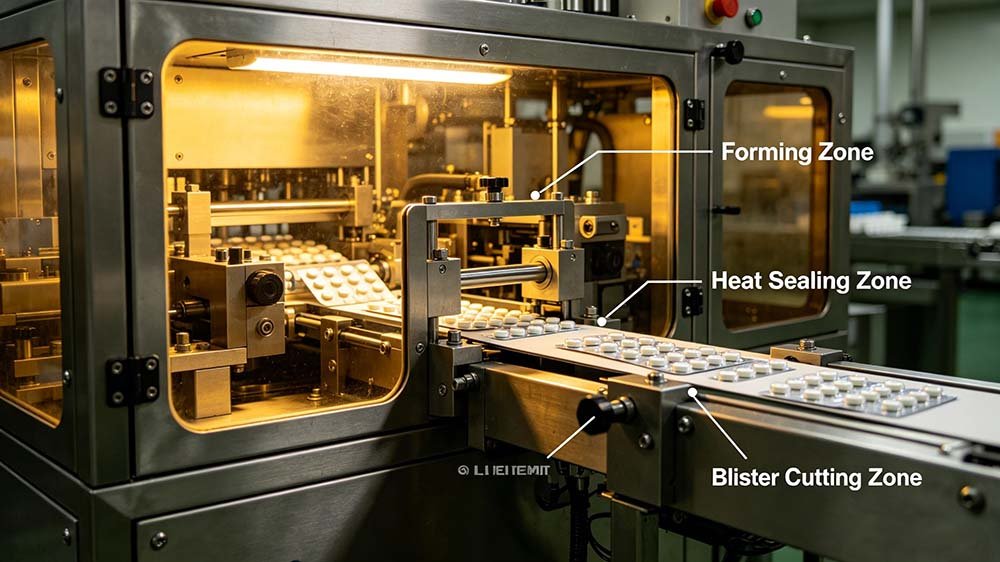
High-speed integrated blister line — forming, sealing, and cartoning running under unified PLC control, not three separate supplier protocols.
Turnkey vs. Multi-Vendor Pill Blister Line: Side-by-Side Comparison
The technical and commercial difference between a genuine turnkey pill blister packaging line and a multi-vendor assembly is larger than most buyers calculate at procurement. The table below is the framework I use when a client shows me a multi-vendor quote that looks cheaper.
| Evaluation Factor | Turnkey Line (Single Supplier) | Multi-Vendor Assembly |
|---|---|---|
| URS ownership | One URS covering all stations; supplier owns compliance | Multiple URS documents; buyer owns the gaps between them |
| PLC & HMI integration | Single HMI, unified PLC logic, one protocol (e.g., Siemens S7 throughout) | Multiple PLC brands; integration cost billed to buyer after delivery |
| FAT / SAT protocol | One FAT/SAT document covering full line at defined speed and product | Per-machine FAT; line-level SAT either absent or extra cost |
| IQ OQ PQ validation | Single validation dossier, one master validation plan (MVP) | Separate protocols per machine; buyer coordinates IQ OQ PQ alignment |
| Speed matching | Guaranteed throughput at contract speed (e.g., 200 blisters/min) | Each machine speed rated independently; line bottleneck discovered on-site |
| Serialization & traceability | End-to-end data flow from blister to case; one audit trail | Data handoff between vendor systems requires additional middleware |
| Accountability for downtime | One service contact; one SLA covering the full line | Each vendor blames the adjacent machine; buyer absorbs resolution time |
| Typical integration delay | 2–4 weeks from delivery to SAT completion | 6–20 weeks; average 11 weeks from my documented project data |
| Total cost of ownership (3-year) | Higher upfront, lower total; predictable spare parts, one support contract | Lower upfront, higher total; integration, requalification, and downtime costs accumulate |
Table 1: Turnkey vs. multi-vendor pill blister packaging line comparison. Data based on 31 line commissioning projects, HIJ Machinery, 2018–2024.
📋 Forester’s Insight — 20-Year Field Perspective
The Colombia Case: When PLC Protocols Can’t Handshake
A client in Colombia once sourced their forming unit, leaflet folder, and cartoner from three separate suppliers. When the PLC protocols couldn’t handshake during SAT, all three vendors pointed fingers at each other. The line sat idle for 11 weeks. Nobody paid for that downtime except the buyer. The total cost of that 11-week delay — lost production capacity, re-validation fees, and regulatory submission postponement — exceeded the price difference between the multi-vendor approach and a genuine turnkey package.
Demand that your supplier owns the entire process — mechanical, electrical, and software integration — and can deliver a single FAT/SAT protocol covering the full line. At HIJ, our turnkey philosophy means one contract, one validation package, and one team on-site until cGMP-compliant production is running. That’s not a sales pitch; that’s how you protect your launch timeline.
What a Turnkey Pill Blister Line Specification Should Include: The URS Checklist
Of the 31 blister line projects I handled between 2018 and 2024, the ones that ran over budget and timeline almost universally had the same problem: an incomplete URS. Not wrong machines. Incomplete specifications that left room for interpretation — and vendors exploit interpretation.
A complete URS for a turnkey pill blister packaging line covers four categories: product data, process requirements, regulatory requirements, and integration specifications.
- Product specification: Tablet/capsule dimensions (length, width, thickness, radius), weight, friability index, and hardness. Cavity depth tolerance must be specified to ±0.2 mm for fragile tablets.
- Output speed: Target blisters per minute at nominal, minimum, and maximum, with a defined acceptable efficiency rate (typically ≥96% OEE after validation).
- Forming material compatibility: PVC/PVDC, cold-form Alu-Alu, or PVC/PE — with forming temperature ranges and forming station tonnage stated.
- Sealing parameters: Temperature range, pressure range, dwell time range, with logged data output to 21 CFR Part 11-compliant electronic batch records.
- Printing and serialization: Inkjet or hot-stamp printer, camera verification system, 2D DataMatrix capability (EU-FMD), and data format for traceability middleware.
- Cartoner specification: Carton size range, leaflet insertion method (rotary or pusher), tongue-and-tuck or hot-glue seal type.
- Integration requirements: Single PLC brand throughout the line, one HMI screen per operator station, SCADA compatibility if required by facility.
- Validation package: IQ, OQ, PQ protocols pre-drafted by supplier, with FAT conducted at factory using actual product sample or qualified surrogate.
- Regulatory scope: cGMP standard applicable (21 CFR Part 211, EU GMP Annex 1, WHO TRS 992 Annex 3), and market-specific requirements flagged upfront.
- Cleanroom compatibility: Material contact surfaces 316L stainless steel, no dead legs, surface roughness Ra ≤ 0.8 μm on contact parts, compliant with EU GMP Annex 1 (2022 revision).
⚖️ Regulatory Standards Referenced in Turnkey Line Validation
- 21 CFR Part 211 — Current Good Manufacturing Practice
- 21 CFR Part 11 — Electronic Records & Signatures
- EU GMP Annex 1 (2022) — Manufacture of Sterile Medicinal Products
- EU GMP Annex 15 — Qualification and Validation
- WHO TRS 992 Annex 3 — GMP for Pharmaceutical Products
- ICH Q10 — Pharmaceutical Quality System
- USP <1207> — Container Closure Integrity Testing
- ASTM F2338 — Dye-Ingress Seal Integrity Method

GMP compliance documentation for a turnkey pill blister line — IQ OQ PQ protocols must cover the integrated line, not individual machines in isolation.
How Pill Blister Line Speed Is Matched Across All Six Stations
Line speed matching is the number teams look at last. That’s exactly the wrong order. Speed matching determines whether your turnkey pill blister packaging line functions as a system or as an expensive bottleneck generator.
The blister machine sets the master speed. The cartoner must accept product at the same rate. The case packer must handle cartoner output without queuing. In a correctly specified line at 200 blisters per minute with a 10-blister-per-carton configuration, the cartoner runs at 20 cartons per minute and the case packer handles approximately 40 cases per hour at 30 cartons per case — every station matched, no buffer conveyors required.
Buffer conveyors sound harmless. They’re not. Each buffer is a manual intervention point, a GMP documentation gap, and a potential contamination source. EU GMP Annex 1 (2022) explicitly requires that transfer between operations minimizes contamination risk — which regulators have used to flag buffer accumulation points in pharmaceutical blister lines.
| Line Speed (Blisters/min) | Forming Station Output | Cartoner Speed (10-blister carton) | Case Packer Rate (30-carton case) | Typical Line Format |
|---|---|---|---|---|
| 60–100 | 60–100 blisters/min | 6–10 cartons/min | 12–20 cases/hr | Entry-level / R&D / small pharma |
| 100–200 | 100–200 blisters/min | 10–20 cartons/min | 20–40 cases/hr | Mid-volume pharmaceutical production |
| 200–300 | 200–300 blisters/min | 20–30 cartons/min | 40–60 cases/hr | High-volume generic pharma |
| 300+ | 300+ blisters/min | 30+ cartons/min | 60+ cases/hr | Large-scale OSD / contract manufacturer |
Table 2: Speed matching across a turnkey pill blister packaging line. All figures assume a standard 10-blister-per-carton, 30-carton-per-case configuration. Actual outputs vary by format.
⚠️ Integration Fault Diagnostics — Common Turnkey Line Failure Modes
🔴 Symptom: Cartoner jams at 60–70% of rated line speed
Cause: Cartoner was rated independently and tested with empty boxes, not actual blister cards from the upstream blister machine. Card dimensional variation from the forming station — typically ±0.5 mm in a poorly calibrated die — causes intermittent slug misalignment in the carton loader.
Fix: Conduct FAT with actual blister cards from the specified forming tooling, not surrogate blanks. Tighten forming die tolerance to ±0.2 mm and re-run cartoner acceptance test at 100% rated speed for minimum 4 hours.
🔴 Symptom: PLC communication error between blister machine and cartoner during shift change
Cause: Multi-vendor PLC integration using an OPC-UA bridge that drops the handshake when the blister machine enters standby mode — a state the cartoner’s PLC doesn’t interpret correctly. Standard in mixed Siemens/Mitsubishi environments.
Fix: Standardize on a single PLC family across the full line before delivery. If multi-vendor is unavoidable, require the systems integrator to guarantee handshake recovery within 30 seconds from any machine state, validated in writing before SAT sign-off.
🔴 Symptom: Serialization data gap — case-level traceability breaks at the cartoner output
Cause: The cartoner’s track-and-trace output uses a proprietary data format that the case packer’s aggregation software can’t ingest directly. A middleware layer was promised verbally but not specified in the URS.
Fix: Specify serialization data format (typically EPCIS or GS1-compliant XML) in the URS before supplier selection. Require end-to-end serialization test as a FAT acceptance criterion, not a post-delivery task.
Validation Timeline for a Turnkey Pill Blister Packaging Line: IQ OQ PQ Explained
FDA enforcement records for 2019–2023 show packaging equipment as a root cause in 12% of pharmaceutical recalls — and inadequate installation and operational qualification is the most frequently cited sub-cause in that category. That’s the number I use when production managers tell me the validation schedule is conservative.
A genuine turnkey supplier pre-drafts IQ, OQ, and PQ protocols as part of the delivery package, not as a post-delivery service billing opportunity. Here is what each phase covers for a complete pill blister line:
IQ — Installation Qualification
Confirms every station is installed per design drawings: utility connections (compressed air at 6 bar, electrical supply at rated voltage), equipment identification numbers, calibration certificates for all instruments (temperature sensors, pressure gauges), and material of construction verification for product contact parts (≥316L SS, Ra ≤ 0.8 μm). Typically 5–10 working days for a full six-station line.
OQ — Operational Qualification
Proves each station operates within specified parameters across the full operating range: forming temperature at minimum, nominal, and maximum setpoints; sealing pressure at all three levels; machine speed from 50% to 110% of rated. PLC alarm and interlock testing is completed here. For a full line, OQ takes 10–20 working days and generates 200–400 pages of test records.
PQ — Performance Qualification
Demonstrates the full integrated line produces output meeting product specifications consistently — typically three consecutive production runs at nominal speed, using actual product, with complete batch record generation. Seal integrity testing per ASTM F2338, cavity fill accuracy, print quality, and carton sealing strength are all measured against pre-set acceptance criteria. PQ is what the regulator actually reads. Budget 15–25 working days.
FAT + SAT — Factory and Site Acceptance Tests
FAT happens at the supplier’s facility before shipment: the full line runs at rated speed with your product or a qualified surrogate, generating a documented acceptance record. SAT repeats the critical tests after installation at your site. A turnkey supplier owns both protocols. If your supplier offers FAT only on individual machines — not the integrated line — that’s a warning signal.

Turnkey pill blister packaging line from tablet feeding through cartoning — each station qualified under a single IQ OQ PQ validation package.
What Makes HIJ’s Turnkey Pill Blister Packaging Line Different
A QA director in Jakarta called me in 2022 with a specific complaint. She had purchased a “turnkey” line from a European integrator. Eighteen months after delivery, her validation dossier still had an open deviation: the cartoner’s batch record data didn’t populate automatically into the blister machine’s MES output. Every batch required manual transcription. A WHO auditor had flagged it. The integrator quoted €40,000 to fix the software bridge.
That problem doesn’t exist in a genuine turnkey line because the integration is specified before manufacture, not resolved after delivery. At HIJ, every turnkey pill blister packaging line is built around four commitments:
- Single URS ownership: We draft the URS together with the client before a single component is ordered. Every station is specified as part of one system, not a collection of machines.
- Unified PLC architecture: Siemens S7 series throughout the line, one HMI touchscreen per operator zone, and a single SCADA-ready data output format. No OPC-UA bridges. No proprietary middleware.
- Line-level FAT: We run the full six-station line at rated speed with your product sample at our Wenzhou facility before shipment. The acceptance record covers integrated throughput, not individual machine performance.
- On-site commissioning team: Our engineers stay on-site through SAT completion and first production batch — not just machine startup. Production-ready means cGMP-compliant batch records are generating correctly, not just that the machine is running.
Frequently Asked Questions: Turnkey Pill Blister Packaging Lines
❓ What is included in a turnkey pill blister packaging line?
A turnkey pill blister packaging line includes six integrated stations: tablet/capsule feeding, blister film forming (thermoform or cold form), heat sealing with aluminum lidding, batch code printing and vision inspection, leaflet insertion and cartoning, and case packing — all delivered under a single URS, FAT/SAT protocol, and IQ OQ PQ validation package by one accountable supplier.
❓ How long does it take to validate a complete blister packaging line?
For a full six-station turnkey pill blister line, budget 30–60 working days from site delivery to PQ completion: IQ takes 5–10 days, OQ takes 10–20 days, and PQ (three consecutive production runs at full speed) takes 15–25 days. FAT at the supplier factory adds 5–10 days before shipment. Lines with pre-drafted protocols from the supplier at delivery consistently hit the lower end of this range.
❓ Can a turnkey blister line handle both PVC and Alu-Alu forming materials?
Yes, with the appropriate forming station configuration. Thermoform stations run PVC, PVDC, and PET. Cold-form stations run Alu-Alu. Some lines are designed with interchangeable forming modules to switch between thermoform and cold-form on the same machine frame, though this adds changeover time of 45–90 minutes and requires a separate set of tooling. If your product range includes both moisture-sensitive and standard APIs, dual-format capability should be written into the URS from the start — not added later.
❓ What output speeds do turnkey pill blister packaging lines achieve?
Speed depends on format and product. Entry-level integrated lines run 60–100 blisters per minute. Mid-volume pharmaceutical lines run 100–200 blisters per minute. High-speed systems reach 300+ blisters per minute. All stations must be speed-matched at the PLC level — a blister machine rated at 200 blisters per minute paired with a cartoner rated at 15 cartons per minute creates a bottleneck that no buffer conveyor fixes cleanly.
❓ Is a turnkey blister line more expensive than buying machines separately?
The upfront price is typically 10–20% higher than sourcing equivalent machines from multiple vendors. Over three years, the turnkey line is consistently less expensive in total. Multi-vendor integration costs (systems integrator fees, requalification after software changes, downtime during PLC fault resolution) routinely add $50,000–$150,000 to a project that looked cheaper at purchase order. One of my documented multi-vendor projects incurred $280,000 in integration and re-validation costs post-delivery against a $60,000 upfront saving.
❓ What GMP standards apply to a turnkey pill blister packaging line?
For the US market: 21 CFR Part 211 (cGMP for finished pharmaceuticals) and 21 CFR Part 11 (electronic records). For EU: EU GMP Annex 1 (2022) and Annex 15 (qualification and validation). For WHO-regulated markets: WHO TRS 992 Annex 3. All of these require that equipment is qualified, that processes are validated, and that batch records are generated and retained. A single-supplier turnkey line simplifies compliance because one set of change control procedures covers the full line.
❓ Does HIJ supply turnkey pill blister packaging lines for export markets?
Yes. HIJ has commissioned turnkey lines across Southeast Asia (Indonesia, Vietnam, Malaysia, Philippines), Latin America (Colombia, Brazil, Mexico), the Middle East (Saudi Arabia, UAE), and Africa (Nigeria, Ghana, Kenya). Market-specific regulatory requirements — BPOM, ANVISA, SFDA, NAFDAC — are incorporated into the URS and validation protocol from the project planning stage.
🎯 Ready to Specify Your Turnkey Line?
One Supplier. One Contract. One Validation Package.
Tell us your product profile, target output, and regulatory markets — we’ll draft the line configuration and URS framework within 48 hours. No generic brochure. A real specification built around your production requirements.